P/N: 57017, Rev. 3 Page 31
3.8.1 Setting the Axial Feed Rate
The feed potentiometer controls the axial feed rate. Turning the knob
counterclockwise decreases the feed rate; turning the knob clockwise increases the
feed rate.
Axial feed rate is adjustable and variable from 0.010–0.500" (0.25–13 mm) per
minute.
3.9 Tool Head Setup
Do the following:
1. Check for lead screw endplay (loose axial lead screw nuts)
2. Attach carrier assembly, lifting eyes + drive key to boring bar
3. Adjust brass shoes for 0.001-0.002 clearance. (Note: Adjust for contact of each
pad against the boring bar, and back off 10 degrees for 0.0015 clearances).
4. Spray with antirust lubricant.
The boring and facing heads require a tool carrier to mount them to the boring bar.
3.9.1 Small bore tool carrier setup
Do the following to mount the tool carrier:
1. Check the bar for nicks, burrs, or cuts. Smooth the bar if necessary. A bar with
nicks, cuts or gouges can damage mating parts, including the tool carrier and
RDU, beyond repair. Clean the bar with solvent to remove dirt and chips.
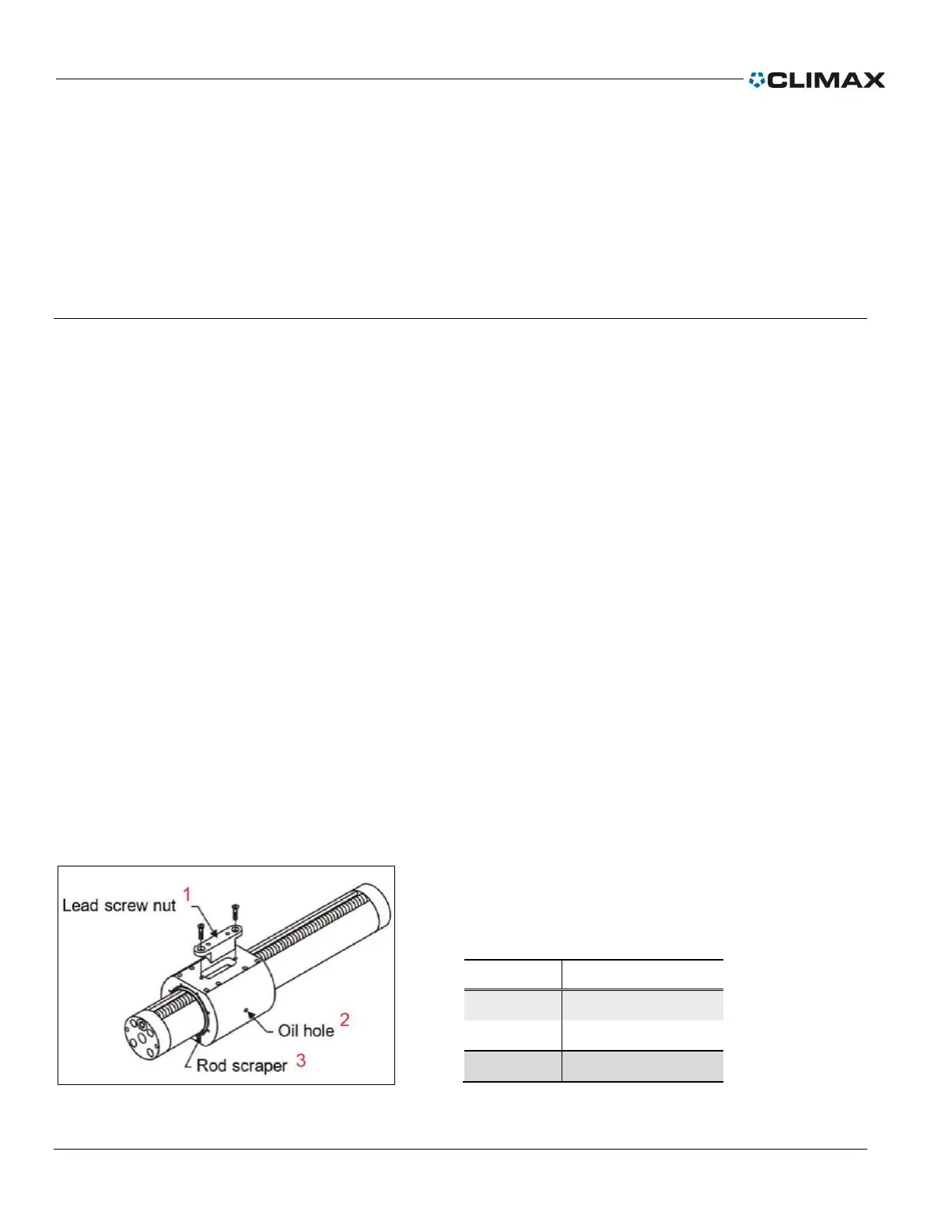
2. Mount the axial lead screw nut to the top of the tool carrier. Tighten the mounting
screws.
3. Be sure the scraper halves are mounted securely to the ends of the tool carrier.
4. Mount the tool carrier onto the boring bar. Be sure the lead screw nut engages the
lead screw.
5. Tighten the socket-head cap screws.
6. Lightly oil the boring bar and lead screw so the tool carrier will move freely.