B-14
Welding
GLC 353/503/553 MC3
B2.2 MIG-MAG Normal Synergic
B2.2 Procedure: MIG-MAG Normal Synergic operation
The procedure Normal Synergic can also be designated as single knob operation with
precise setting. The power source processor provides a characteristic curve for any
combination of the values Material, Gas and Wire diameter. Set these values on the power
source operation panel. The characteristic curve working point is selected with the
potentiometer arc output. You are then able to carry out a precise setting with Arc length
potentiometer. The potentiometers are arranged on the operation panel of the wire drive
unit.
Please proceed as follows:
- Switch machine on.
- Select Operating mode by pressing the key:
In our example the operation mode 2 cycle has been selected.
- Set the Material to be welded:
In our example Steel is used.
- The Gas used has to be set with the following key:
Mixed gas is used, consisting of 98% Argon and
2% CO
2
.
- Set the Wire diameter with the following key:
In the example wire with a diameter of 1,0 mm is used.
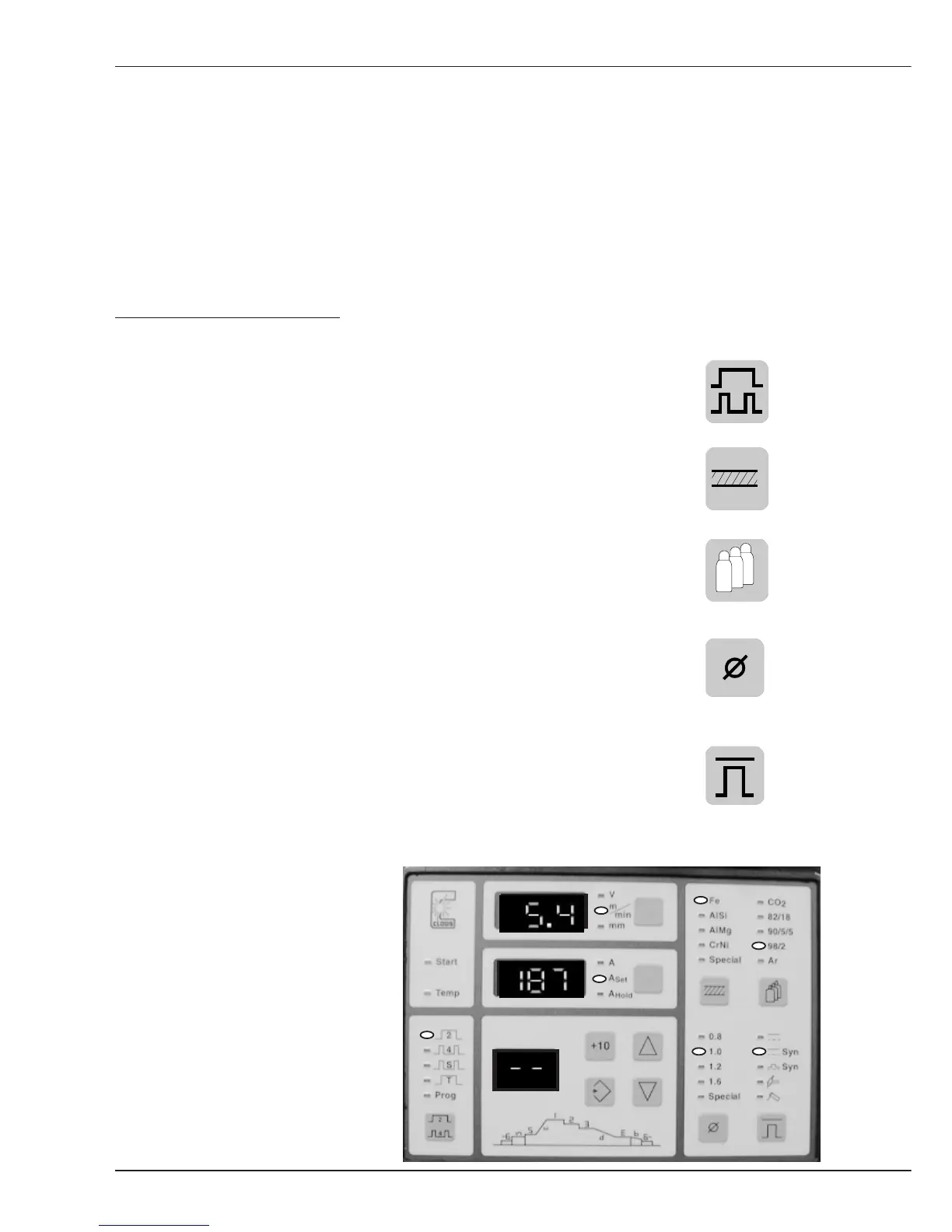
- Select the Procedure by pressing the following key:
When welding with Normal Synergic, the second LED
from the top must light up (see photo).
- Set Display 1 by pressing
the selector key until m/min
for the wire drive speed
appears and Display 2 until
A
Set
for the current set
value appears.
After setting, the LEDs light up as
shown on the photo.