WELDING AND TOOLS 3–3
1-3. WELDING STRENGTH TEST
Even if you perform the welding in accordance with the
conditions, the strength of the welded sections may fluc-
tuate widely with drops in the voltage and other factors.
The quality of the welding cannot be evaluated unless
the welded sections are destroyed.
Provide yourself with a steel plate of the same thick-
ness and conduct a destruction test.
• If holes appear in the steel plates, this means that
the welding is standard strength.
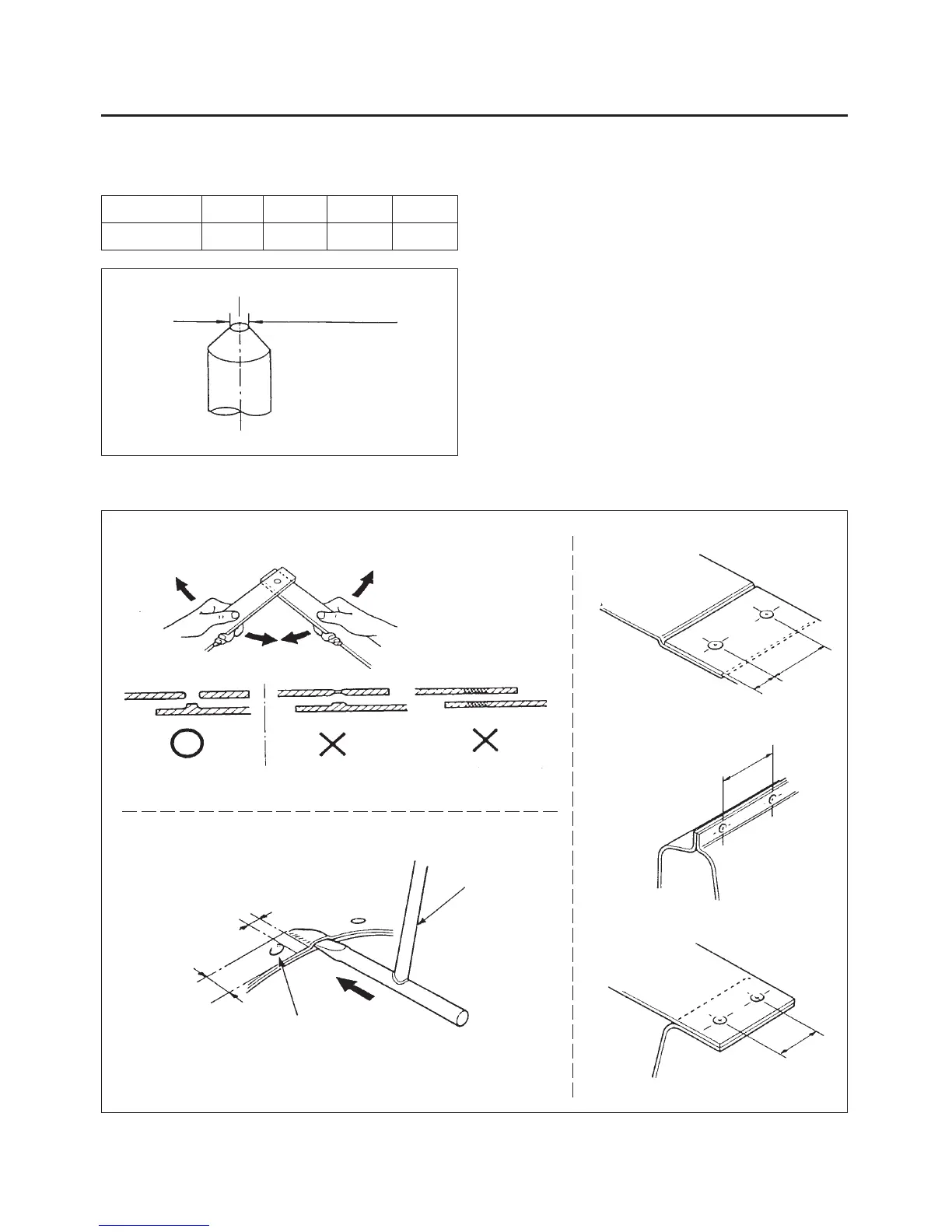
• Drive a wedge between two panels near the nug-
get. If the welded parts do not come apart and the
diameter of the nugget appears more than 3 mm,
the welding should be satisfactory.
Fig. 4
Stop inserting the wedge when
the full size of the nugget appears.
WEDGE
Plate thickness
0.6 0.9 1.2 1.6
Tip diamter ø4.5 ø5.0 ø5.5 ø6.0
Fig. 3
Tip diameter
(Unit : mm)
• Plate thickness and tip diameter
6~9mm/
30mm