5–12 ROOF, BACK PANEL AND REAR FLOOR PANEL
Fig. 15
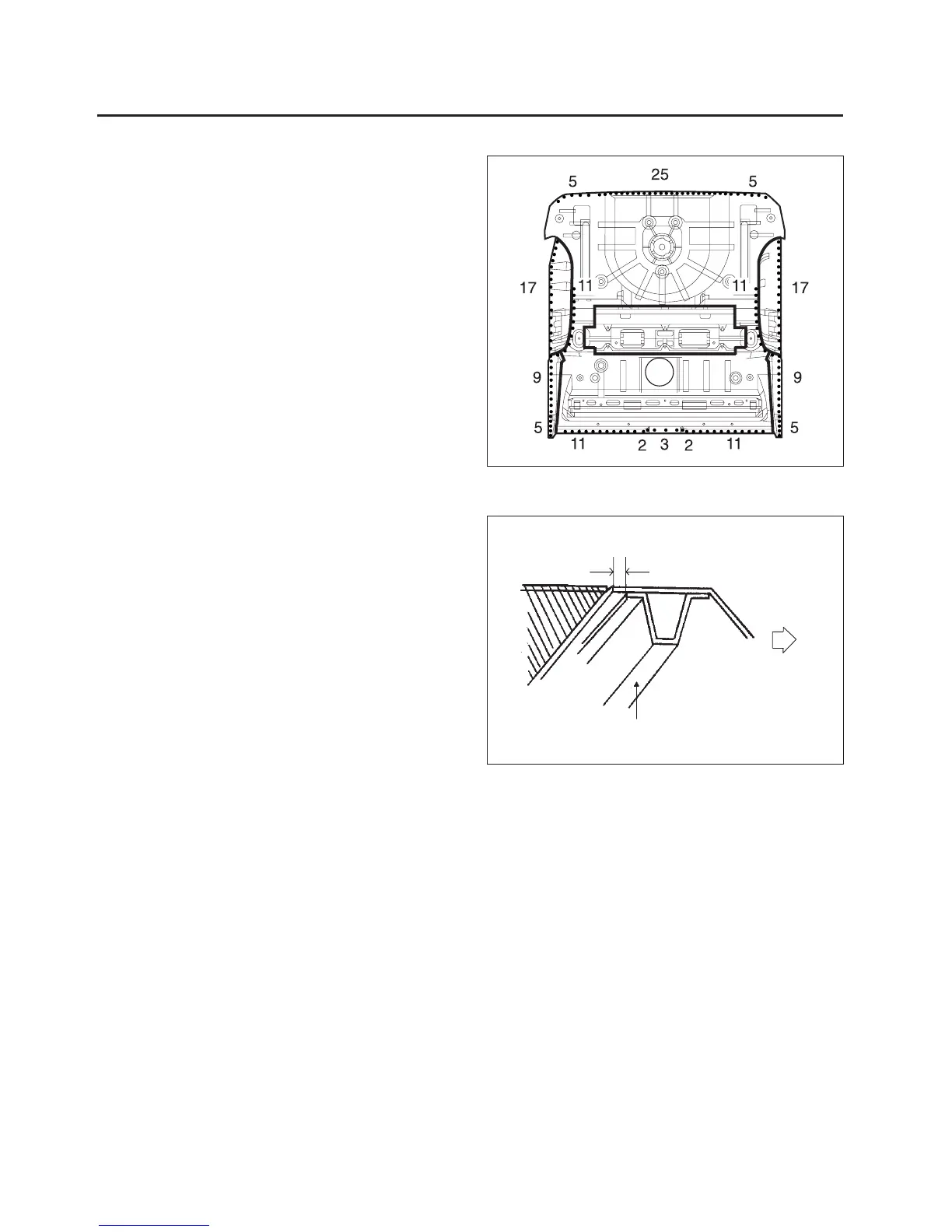
Fig. 16
NOTE: When drilling holes be careful not to drill down
to the rear longitudinal, extension rear longitudinal
and web plate themselves.
• Cut and pry off the remaining rear floor and ex-
tension rear floor panel with an air chisel, leaving
the welding flanges intact.
• Level and finish the burrs from the pried off spot
welds with disc sander and repair all cracks, holes
or other defects by welding also repair the rear
longitudinal and extension rear longitudinal if nec-
essary.
CAUTION: To prevent eye injury, wear goggles or
safety glasses whenever sanding, cutting, or grind-
ing.
CROSS MEMBER REAR SEAT
REAR FLOOR
FORWARD
3-2. REPAIR PROCEDURE
1. Remove the related parts.
• Parts to be removed when removing the back
panel.
• Rear seat belt and rear seat.
• Muffler, fuel tank and related parts.
• Chassis parts.
• Other related parts.
CAUTION: Do not smoke while working near the fuel
system. Keep open flame away from the fuel sys-
tem. If necessary, remove the fuel tank and off lines.
2. Roughly pull out and straighten the damaged area.
• Check the damage and roughly pull out and re-
pair the related back panel, side panel, wheel-
house inner, rear longitudinal and other damaged
parts with the frame straightener before remov-
ing the extension rear floor panel, rear floor panel
and back panel.
• Attach the car to the frame straightener by tight-
ening the underbody clamps located at the jack
up designated points on the bottom of the frame
door opening.
NOTE: Measure in reference to the dimensions on
the body repair chart.
3. Cut and pry off the back panel.
• The back panel to be cut and pried off when re-
moving the back panel.
4. Cut and pry off the rear floor and extension rear floor
panel.
• Cut off the rear floor and extension rear floor with
a gas torch or air chisel leaving the spot welded
flanges of the rear longitudinal along the bold line
in the figure below.
NOTE: Cut the rear floor 15mm(0.59in.) from welded
flange of the cross member rear seat.
• Center punch around the spot weld imprints with
the rear longitudinal, extension rear longitudinal
and web plate.
• Use the special spot cutter to drill holes at the
spot weld nuggets on the center punched areas.
15 mm
(0.59in.)