20
COOLANT SELECTION AND APPLICATION
Coolant Selection
1. Excessive heat build-up is the main cause of blade
tooth failure during band machining. Coolant
has both lubricating and cooling properties. Its
application does the following: (a) Helps reduce
the heat generated during sawing; (b) Helps prolong
blade life; (c) Generally promotes more efcient
cutting rates.
2. When making a coolant choice, the operator will
want to consider the following points: (a) The type of
material being cut; (b) The material's machinability
rating; (c) Band speed and feed rate to be used;
(d) Saw band type to be used and its expected life;
(e) The overall sawing operation.
3. Using more than one (1) coolant variety may provide
maximum sawing results and economy.
Information describing the different types of
coolant and their applications are available
from a DoALL Industrial supply Center rep-
resentative.
Coolant Application
1. Coolant is supplied by means of a reservoir and
pump to the cutting area through the saw guide
inserts on the movable saw guide arm. Turn the
valve counterclockwise until coolant completely
covers both sides of the saw band.
Coolant Valve on the Saw Guide Arm.
2. The ushing hose attaches to the coolant pump
and delivers cutting uid through a hand nozzle. It
is used primarily for machine cleaning purposes.
3. Used coolant ows back to the reservoir through
the opening in the coolant trough. Coolant reservoir
capacity is 19 gallons (71.9 liters). The pump
will not operate correctly unless it is completely
submerged in coolant.
DRY CUTTING
1. The operator may nd it desirable to cut some mate-
rials (such as cast iron, aluminum, magnesium, etc.)
without coolant. When dry cutting these materials,
follow the same operating procedures used when
cutting with coolant. However, dry cutting will
reduce saw band life.
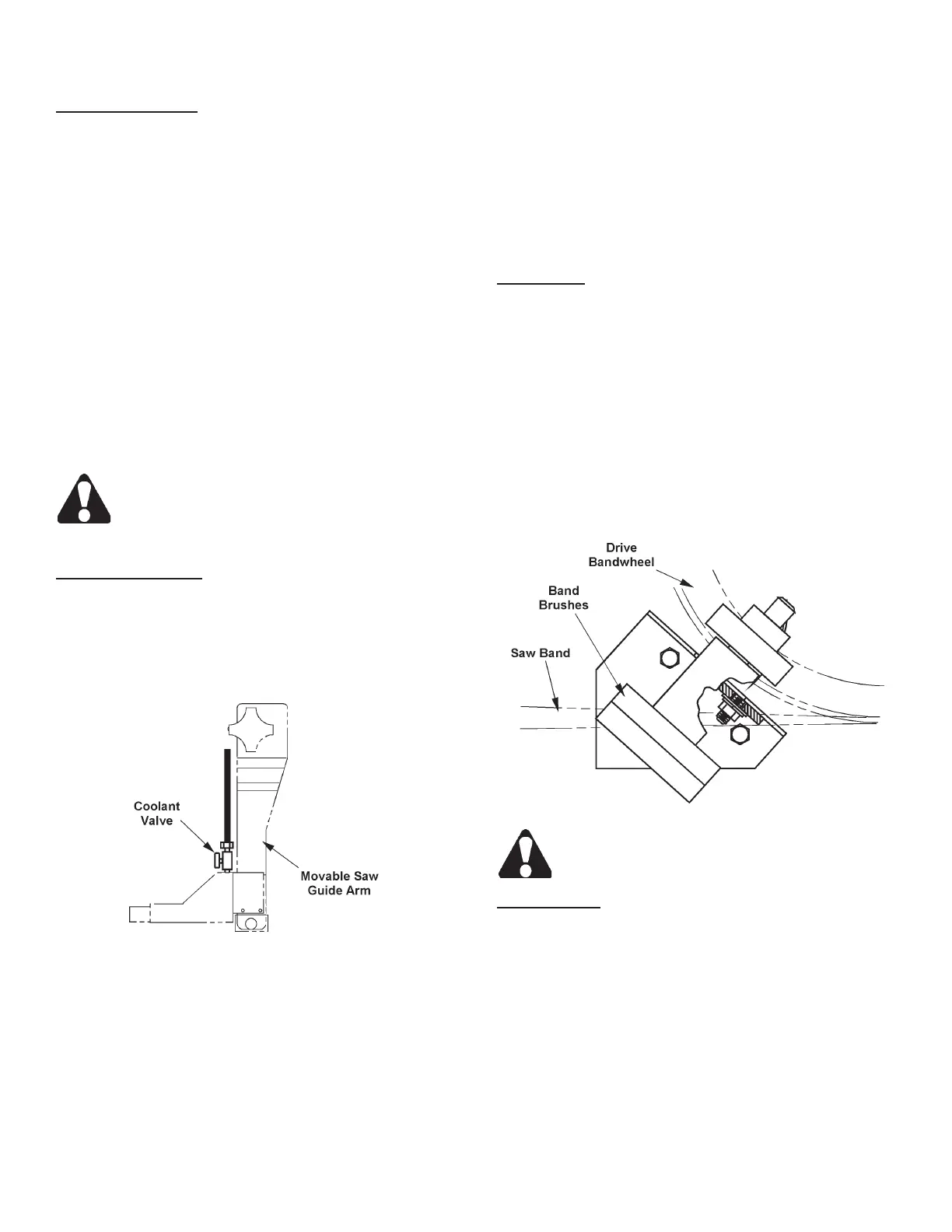
BAND BRUSH AND CHIP REMOVAL
Band Brush
1. A powered band brush removes metal particles from
the saw blade teeth. The band brush is located
inside the left bandwheel door. It is attached to a
bracket that is mounted to the saw head frame.
2. The brush must be properly adjusted to clean blade
tooth gullets if satisfactory sawing performance
is to be obtained. As bristles wear down, adjust
brush position by: (a) Loosening the bolts holding
the bracket to the saw head; (b) Move the brush to
the correct cleaning position; (c) Retightening the
bracket bolts.
Band Brush.
NEVER adjust the band brush while the saw
band is running.
Chip Removal
1. Metal fragments removed from the band brush and
from the stockpiece drop onto the saw base. The
chips ow with the coolant and drop into the coolant
trough. The ushing hose helps collect the chips
into the trough. Chip collections should be removed
from the trough when necessary.
• An optional chip conveyor can be used to remove
chips from this area automatically.