34
NESTING FIXTURE
1. This optional feature is designed for high-production,
multiple sawing of stacked bars, rounds and tubing.
Its jaws have the capacity to hold stock up to 12.00
inches (304.8 mm) wide and 12.00 inches (304.8
mm) high. Minimum height is seven (7) inches
(177.8 mm).
2. The standard bundle xture clamps the material
eleven (11) inches (279.4 mm) in front of the saw
band; 13.00 inches (330.2 mm) behind the saw
band with a minimum butt end length in automatic
of 13.00 inche (330.2 mm).
3. The short cut bundle xture clamps the material
two (12) inches (50.8 mm) in front of the saw band;
13.00 inches (330.2 mm) behind the saw band with
a minimum butt end length in automatic of 13.00
inche (330.2 mm). This also includes various clamp
bar sizes.
4. Vertical nesting clamp cylinders are mounted to the
machine’s front and index vises. The cylinders op-
erate simultaneously with the regular vise clamping
cylinders.
Thehydraulically-operatedNestingFixturecan
also be used with the Variable Vise Pressure
control.
Control Console
1. Scroll to the rst screen. Press the "7" key to see
the MACHINE SETUP group of sub-menus.
• Press the "6" key for NESTING ON vise sequence
which allows a time delay for the nesting clamp bar
to clamp the material. One vise is always clamped
to keep the bundled material in place.
• Press the "4" key for NESTING OFF disables the
nesting clamp bar from operating.
Stacking Stock
1. Correct stock nesting is essential for proper clamp-
ing of the vises and nesting xture. It is important
that nesting vise clamping pressure be transmitted
to every stacked piece. Sometimes this can be
more easily accomplished by manually jogging the
stack.
2. Proper stacking of round stock is important because
saw band breakage may occur if round nested pieces
slip or spin during sawing.
3. Two (2) workable round stock stacking methods are
shown in the next illustration (using the same num-
ber of rounds in each row usually provides the best
sawing results, although the alternate method can
be used if the material is not stacked too high).
Round Stock Stacking Methods.
4. Pieces should be stacked as closely together as pos-
sible. Metal chips lodged in open spaces between
individual pieces will affect cutting accuracy.
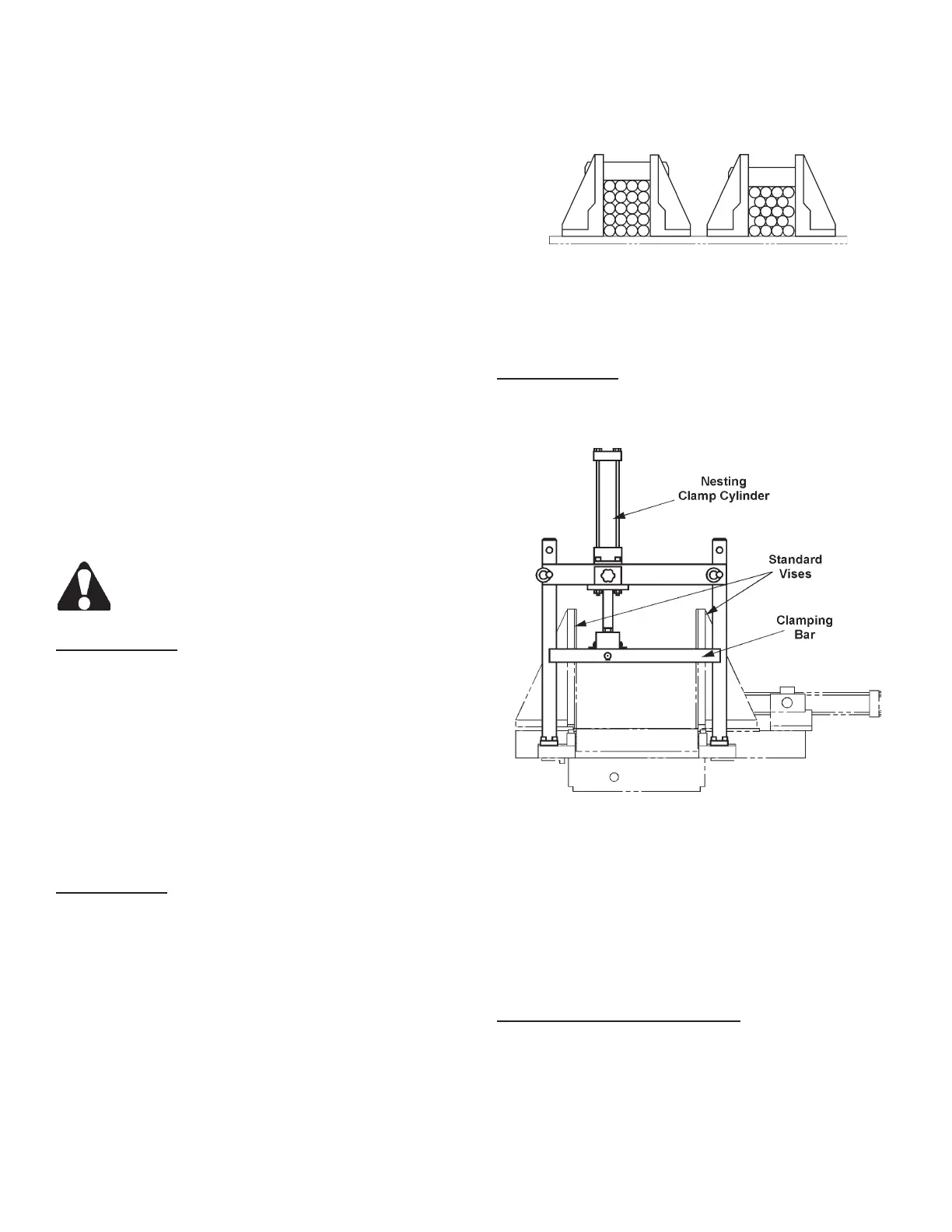
Vise Adjustment
1. Stack stock to be cut between the machine’s vise
jaws and then clamp the xed and index vises.
Nesting Fixture.
2. Use the correct size horizontal clamp bars com-
mensurate with the size of the nested stock.
3. If the horizontal clamping vises and the vertical
nesting clamp do not release at approximately the
same time: (a) Adjust the hydraulic restrictor valve
at the rod end of the vise clamp cylinders to achieve
relatively equal release.
For Best Nesting Cutting Results
1. Total stack width should be no more than ve (5)
to six (6) inches (127.0 to 152.4 mm).
2. Stack the same number of stockpieces in each
row.