35
3. The stack should always be higher than it is wide.
4. Apply as much coolant as possible while cutting.
5. Replace wear plates on the moveable vise jaw and
nesting xture’s vertical clamping jaw when they
become worn.
6. Generally, reduced band speed and feed rate are
necessary when sawing stacked materials. This
results in a lower cutting rate than possible when
sawing solid stock.
7. In some instances, increased production and blade
life may be obtained by nesting fewer pieces than
maximum vise capacity permits.
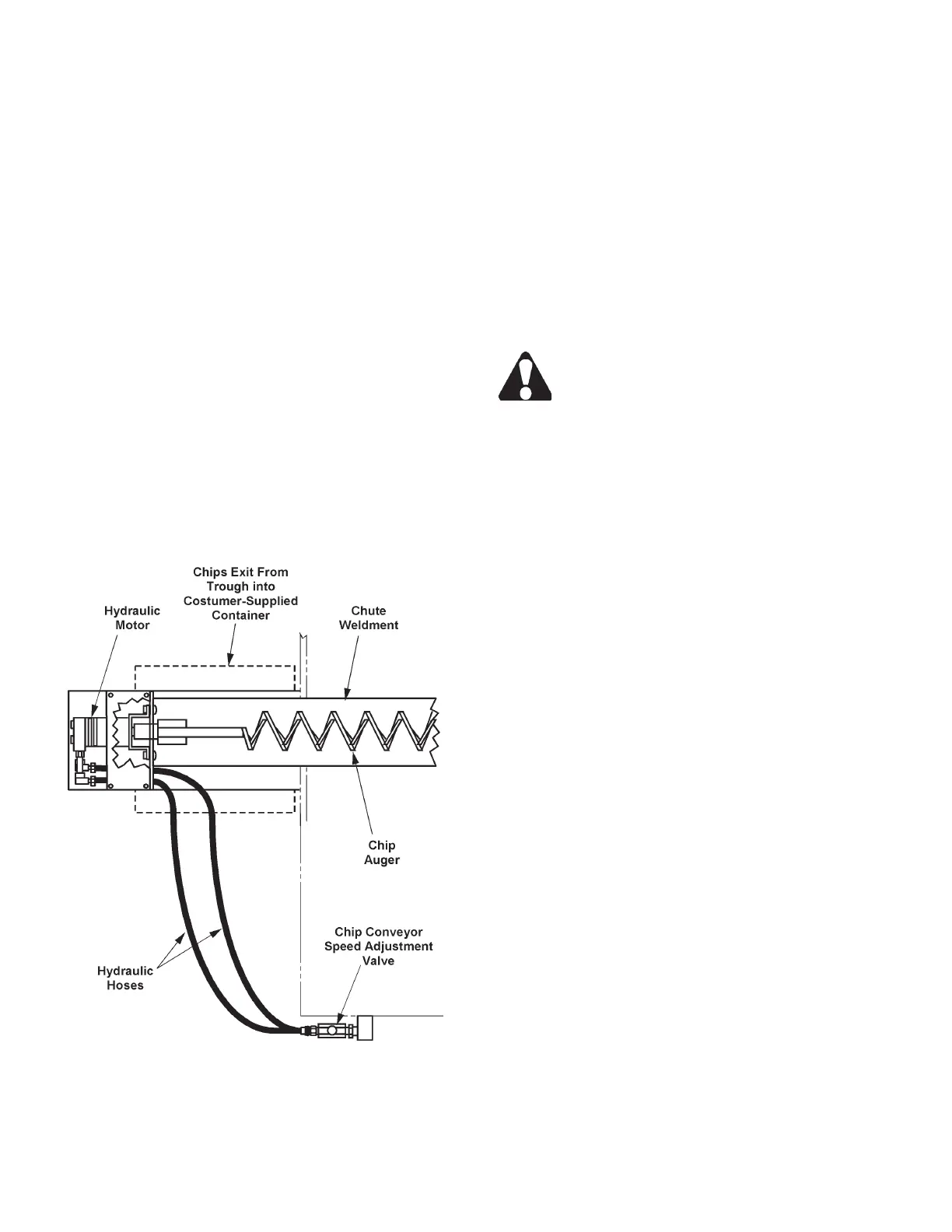
CHIP CONVEYOR
1. During operation, metal chips and used coolant
drop directly into a sloped trough, or ow into it
from the machine's run-off surfaces. Coolant then
ows down the trough and through a ltering screen
before returning to the reservoir.
Chip Conveyor.
2. The chip conveyor motor operates simultaneously
with the hydraulic pump motor. The conveyor screw
rotates slowly at the bottom of the trough. Its
movement carries metal chips to the opening at
the machine's right side where chips empty into a
customer-supplied container.
3. A valve located on the left rear of the saw base
allows the chip conveyor motor to be adjusted for
faster or slower operation.
MIST LUBRICATOR
1. Plant air supply at 80 to 90 psi (5.62 to 6.33 kg/cm²)
is required to operate this option.
DO NOT exceed 90 psi (6.33 kg/cm²) air
pressure.
2. See the instructions sent with the unit for
information on operation and adjustments.
WORKLIGHT
1. The worklight illuminates the cutting area for better
visibility and safety. It has its own "on-off" switch
mounted on the light.
MATERIAL HANDLING
1. DoALL Company manufactures conveyors, chain
transfers, workstops, lift rollers and material han-
dling products that enhance saw throughput, crane
efciency and workplace safety. Please consult
the factory for solutions to your material handling
application.
NESTING FIXTURE (Continued....)