7. COLLIMATION ELBO CONTROLLI srl
Preset E346+/V+
20
7. COLLIMATION
7.1 INTRODUCTION
Collimation is the operation that detects the point in which you have to carry out the measurement.
E346+/V+ is equipped with an industrial vision system, which was exclusively designed for tool
measurement/prerecording without contact.
Its operating principle is similar to the one of the optical profile projector; by means of a specific shooting
lens, a collimated light source projects the profile of the tool to be found between the two elements over a
C-MOS image sensor, through an appropriate lens, the profile of the tool is interposed between the two
elements. The tool outline acquired by the image sensor is displayed in real time on to a colour LCD screen;
the framed field equals approximately 6,4 x 6,4 mm, which establishes an image visual scale ratio in the
screen of about 25 times (25X).
Furthermore, there are two bars to monitor image focusing: one bar detects the focus of the X-axis
measurement point, while the other detects the focus of the Z-axis measurement point. This way the
operator can easily detect the point of maximum tangency of the tool.
The real advantage, if compared to an optical profile projector, is the exclusion of measurement subjectivity,
which makes measurements objective and repetitive. In fact, E346+/V+ can analyse the cutting edge of the
tool and find out its measurement points in the profile with a resolution of 1m., it is the task of the operator
to decide whether to carry out the measure on the central reticule, assisted by the compared electronics, or
in whichever position on the screen: E346+/V+ establishes the measurements in real time from the addition
between the coordinates of reticule centre and image position.
The measurements are continuously displayed on the screen in order to have all necessary pieces of
information available in the same area.
7.2 IMAGE FOCUSING
With the E346+/V+ measurements are carried out in a way
similar to those made with optical profile projectors; you
have to frame the tool outline in the screen by placing it in
the light beam using rapid manual displacements.
Before carrying out the measurement, it is necessary to rotate
the spindle to search for the point that has the best image
focusing.
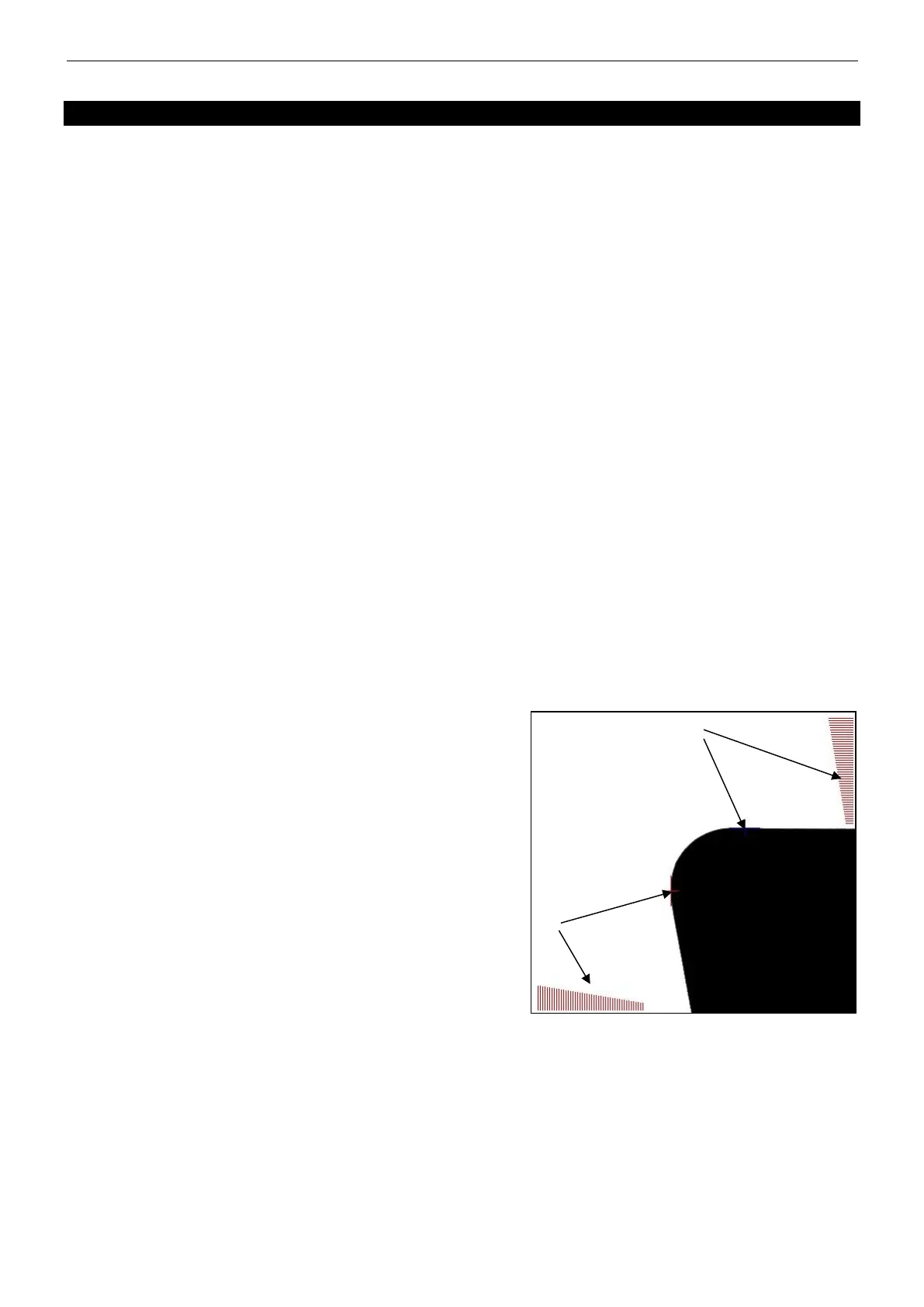
The screen always displays two control bars for image
focusing (one for each axis); it is sufficient to rotate the
cutting edge until reaching the highest possible value on the
bar of the specific axis, to obtain the best focus.
The dimensions taken as the reference for focusing are the ones relating to the two X and Z measurement
points, which were detected by the two pointers.