ET 201i DC
0-5452 OPERATION
4-5
eral work. These include some low hydrogen types for high tensile steel, cellulose types for welding large diameter
pipes, etc The range of electrodes dealt with in this publication will cover the vast majority of applications likely to be
encountered; are all easy to use.
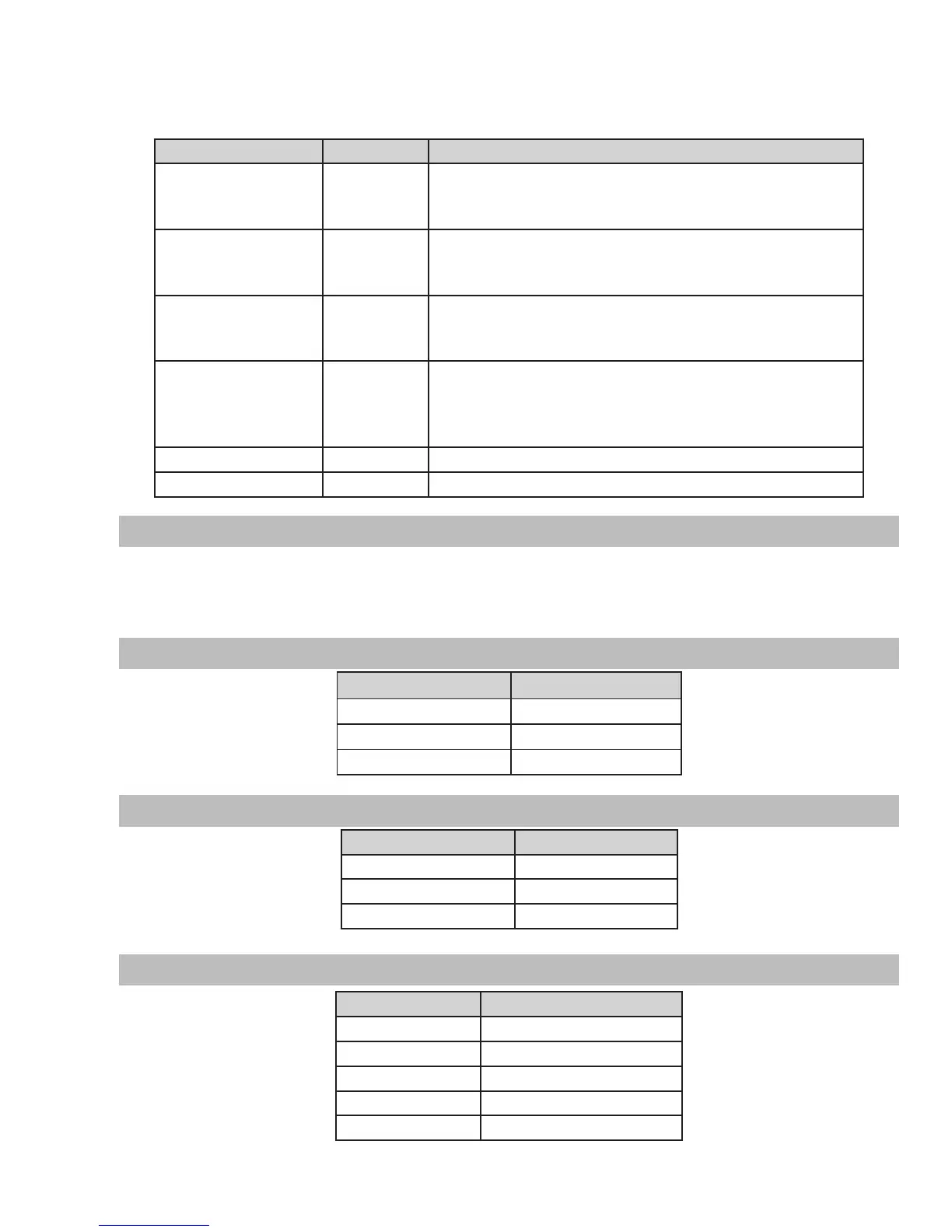
Metal Being Joined Electrode Comments
Mild Steel E6011 This electrode is used for all-position welding or for welding on
rusty, dirty, less-than-new metal. It has a deep, penetrating arc
and is often the first choice for repair or maintenance work.
Mild Steel E6013 This all-position, electrode is used for welding clean, new sheet
metal. Its soft arc has minimal spatter, moderate penetration and
an easy-to-clean slag.
Mild Steel E7014 All positional, ease to use electrode for use on thicker steel than
E6013. Especially suitable sheet metal lap joints and fillet welds,
general purpose plate welding.
Mild Steel E7018 A low-hydrogen, all-position electrode used when quality is an
issue or for hard-to-weld metals. It has the capability of producing
more uniform weld metal, which has better impact properties at
low temperatures.
Cast Iron ENi-Cl Suitable for joining all cast irons except white cast iron.
Stainless Steel E318L-16 High corrosion resistances. Ideal for dairy work etc.
4.06 GTAW Electrode Polarity
Connect the TIG torch to the "-" Negative Output Terminal and the work lead to the "+" Positive Output Terminal for
direct current straight polarity. Direct current straight polarity is the most widely used polarity for DC TIG welding. It
allows limited wear of the electrode since 70% of the heat is concentrated at the work piece.
4.07 Guide for Selecting Filler Wire
Filler Wire Diameter DC Current (Amps)
1/16" (1.6mm) 20 - 90
3/32" (2.4mm) 65 - 115
1/8" (3.2mm) 100 - 165
4.08 Tungsten Electrode Current Ranges
Electrode Diameter DC Current
.040” (1.0mm) 25 - 85
1/16” (1.6mm) 50 - 160
3/32” (2.4mm) 135 - 235
4.09 Shielding Gas Selection
Alloy Shielding Gas
Carbon Steel Welding Argon
Stainless Steel Welding Argon
Nickel Alloy Welding Argon
Copper Welding Argon
Titanium Welding Argon

 Loading...
Loading...