PageChapter: 3 Section:
JOG MODE 3
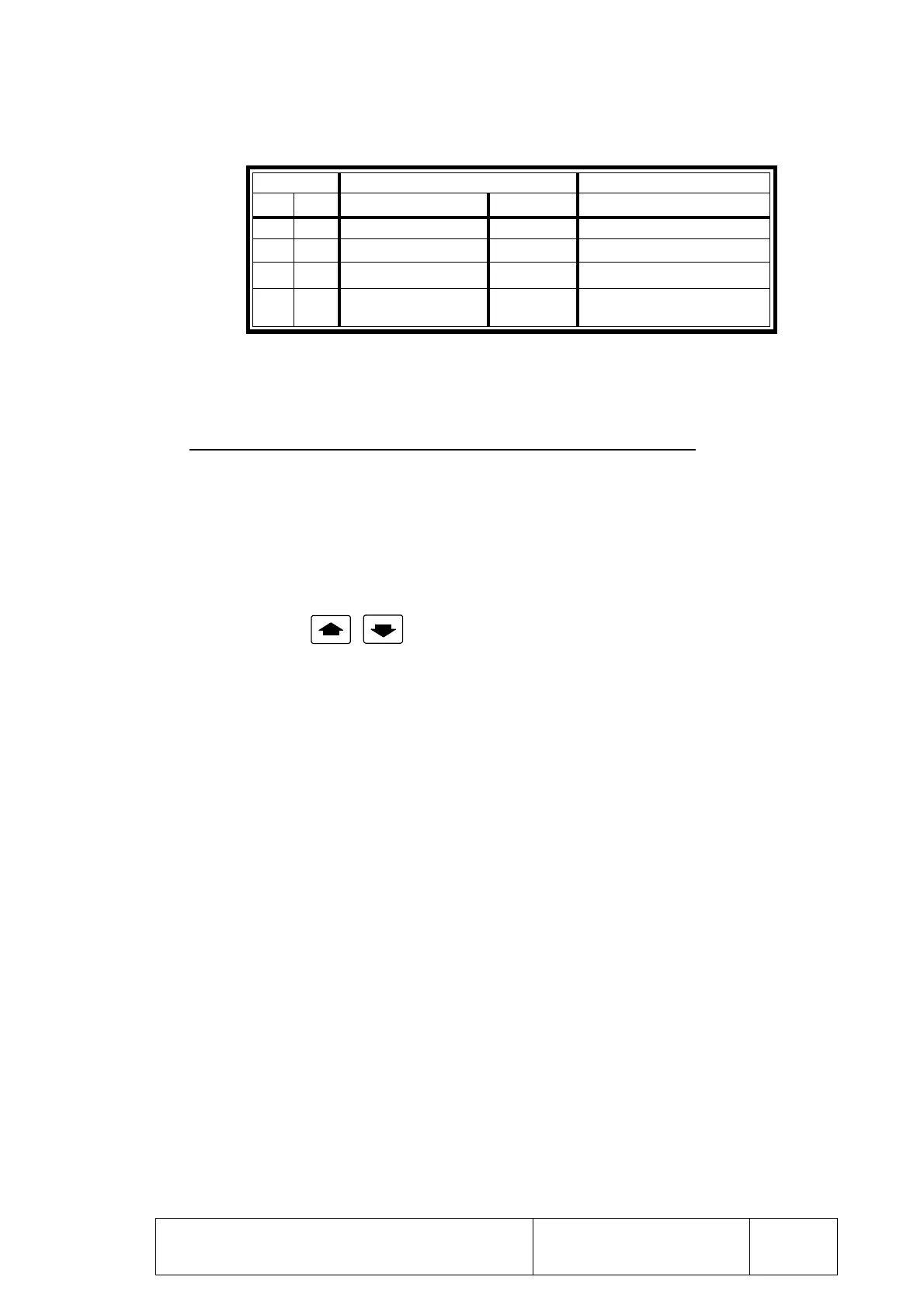
Activated pin = 1, deactivated = 0
CNC with 1 or 2 axes and the external operating panel "JOG100"
The axes are jogged one at a time and may be moved by using either the CNC keyboard
or the "X+, X-, Y+, Y-" push-buttons associated to the external operator panel
"JOG100".
When jogging from the CNC keyboard, proceed as follows:
* Select, at the lower display, the axis to be jogged (X or Y) by using the [A+] key.
* Use the keys to jog the axis.
The jogging direction corresponding to each key is determined by machine
parameter.
With the external operator panel "JOG 100", it is possible to select the type of movement
as well as the axis feedrate:
* While in the "% FEED" positions, the axis movement will be continuous. In other
words, they will move while their jog key is kept pressed.
Each of the positions of this zone indicates the percentage of feedrate applied by the
CNC in the movement shown.
* While in the "JOG" positions, the movements will be incremental. In other words,
the axis will move a set distance every time its jog key is pressed.
JOGGING THE AXES
Pin Servocontrolled axes Non-servocontrolled axes
10 11 (G01/G02/G03) (G00) Range
1 1 25% 25% Slow range
1 0 50% 50% Ignored
0 0 100% 100% Ignored
0 1
If "P101(8)=0" 200%
If "P101(8)=1" 0%
100% Slow range