21
EN
To facilitate exact positioning of the welding wire, the following sequence is executed when
the welder presses and holds the wire threading / wire retract button (3):
- Hold the button for up to one second
Irrespective of what value has been set, the wire speed remains at 1 m/min or 39.37
ipm for the first second.
- Hold the button for up to 2.5 seconds
After one second has elapsed, the wire speed increases at a uniform rate over the next
1.5 seconds.
- Hold the button for longer than 2.5 seconds
After 2.5 seconds, the wire is fed at a constant rate equal to the wire speed set for the
Fdi welding parameter.
Time-path of the wirespeed when the feeder inching/
backward button is pressed and held down
IMPORTANT! For more detailed informati-
on on the Fdi parameter, please refer to the
Operating Instructions for the power
source.
If the wire threading button is released (1)
before one second has elapsed and then
press it again, the sequence starts again
from the beginning. This makes it possible
to position the wire continuously at the low
wire speed of 1 m/min or 39.37 ipm when
needed.
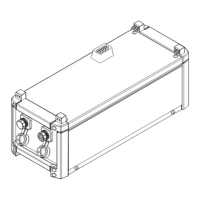
Cold wire feeder
underside
Bottom view
(1) Receiving socket for receptor pin
for placing the cold wire feeder on
the wirefeeder receptor pin
(m/min / ipm)
t (s)
123452,5
1
Fdi
(3)
 Loading...
Loading...