CM220 Chipper 6. MAINTENANCE 6-9
©GreenMechLtd 6-9 08/17
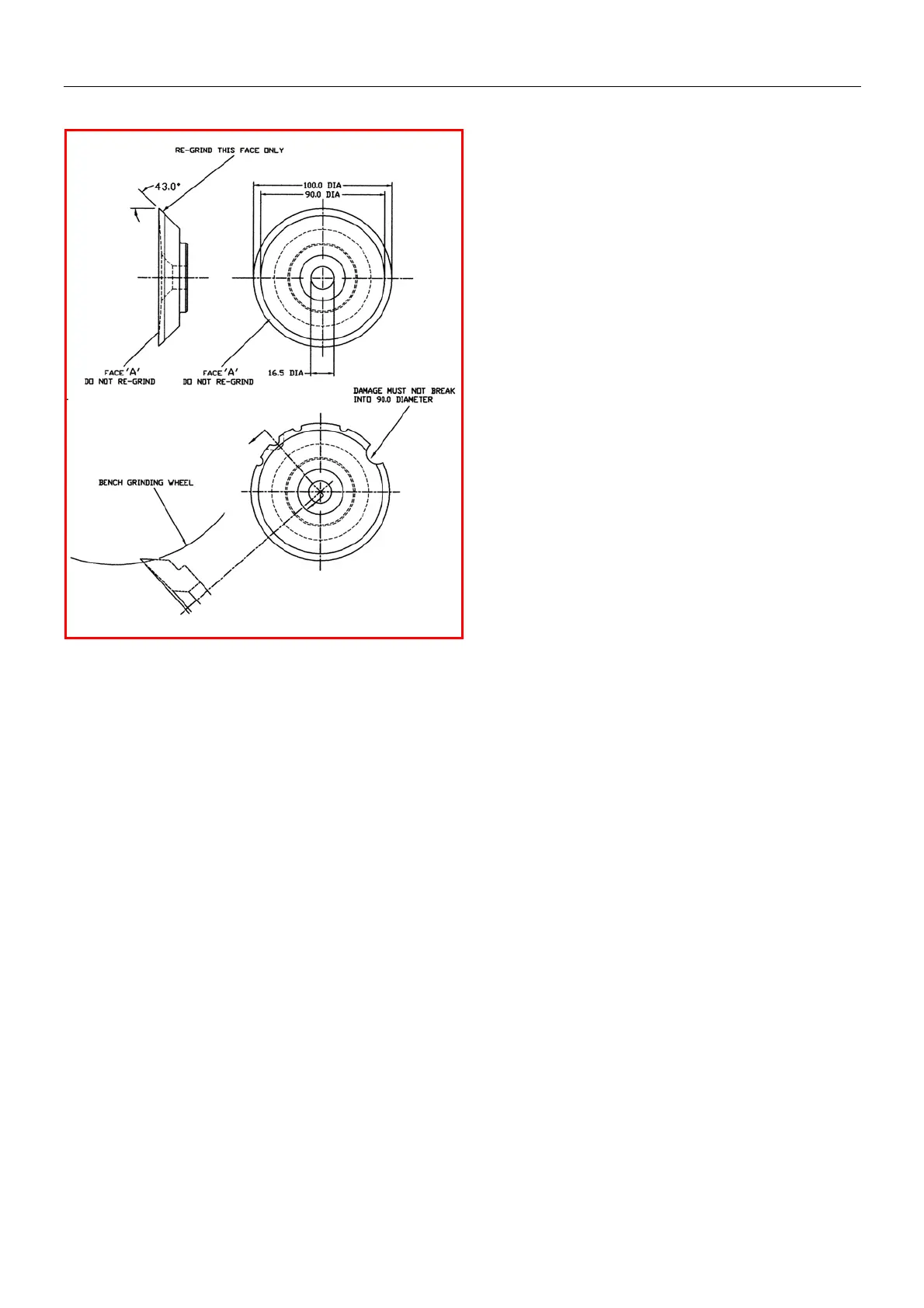
6.24 Chipper Disc Blade Re-grinding
Examine set of chipper disc blades for
damage. If front face ‘A’ is worn, blade must
be scrapped. If chips have broken off cutting
edge they can be re-dressed provided that
they do not go inside 90mm diameter area.
Always regrind worst damaged blade first, as
this will establish target weight for remaining
disc blades.
If large chips exist over less than 30% of
circumference, disc blade may be re-ground
provided large damaged area is not used for
chipping.
Chips may be repaired by grinding a cutting
edge around damaged area using a bench
grinder.
With disc blade mounted on a mandrel re-
grind remainder of cutting edge at 43º as
shown
Re-grind in increments of approximately
0.01mm (0.004") until sharp edge is restored.
If re-grinding breaks into 90mm diameter area, disc blade must be scrapped.
After re-grinding weight of disc blades within a set must not vary by more than +/- 1gm (0.03oz).
Weight of each disc blade must not be less than 560gm (20oz)