− 5 −
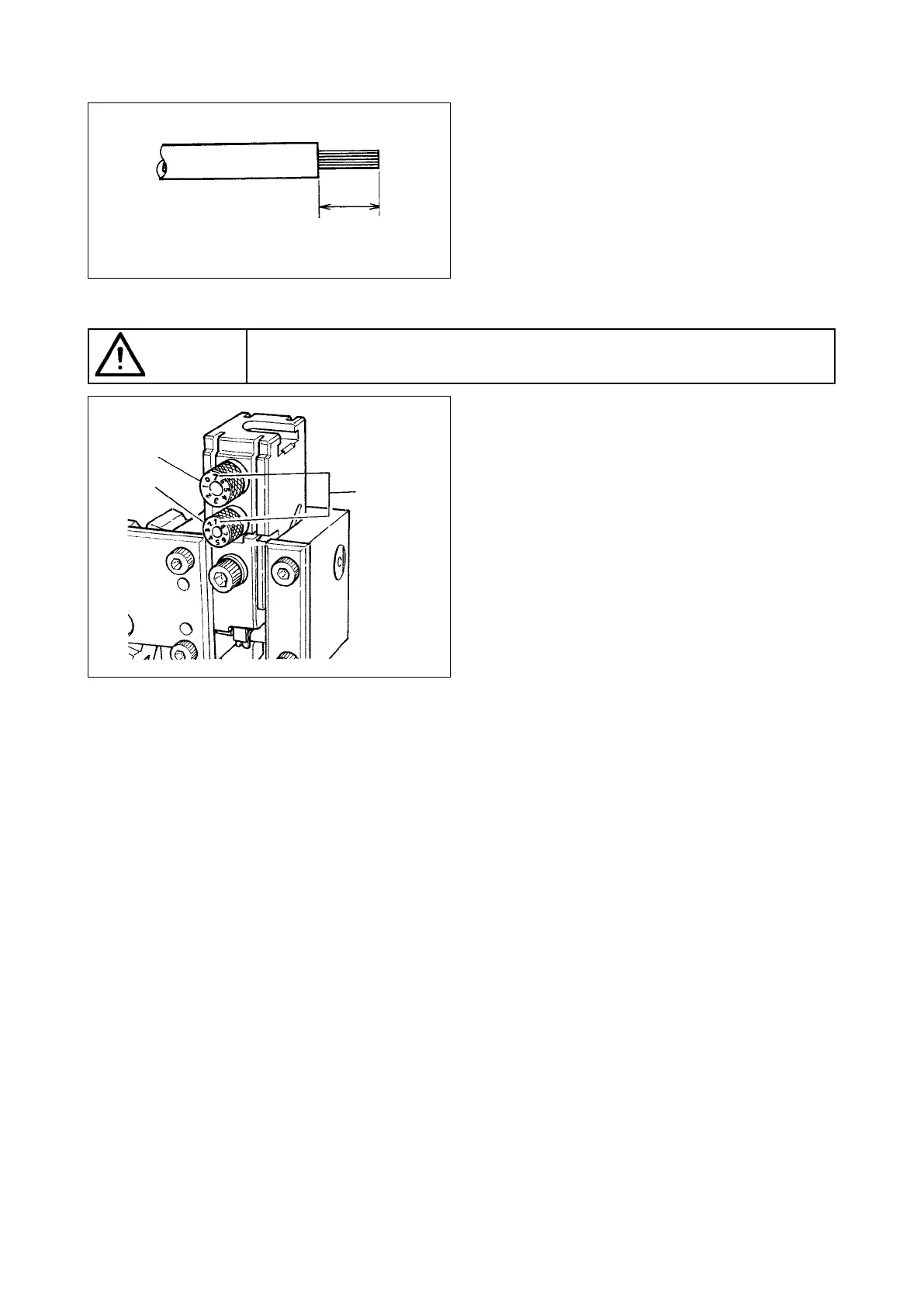
1) あらかじめ電線の先端の被覆をストリップしてお
いてください。(当社より発行の「圧着品質基準書」
を参照してください。)
2) ストリップの際は、芯線のキレ、キズ、ばらけ、
曲がりに注意して加工してください。
Setting Positions
设定的位置
1) 圧着する電線の、クリンプハイト条件を確認して
ください。
2) この端子の圧着箇所は、芯線部、インシュレーショ
ン部の 2 カ所です。それぞれ次の手順でクリンプ
ハイト条件値にセットしてください。
3) クリンプハイト調整ダイヤルを 7 に合わせてください。(真上の位置がセット位置です。)
クリンプハイト調整ダイヤルは手前に引く事により回転します。
4) インシュレーションクリンプハイト調整ダイヤルを 1 番に合わせてください。(真上の位置がセット位置
です。)
インシュレーションクリンプハイト調整ダイヤルは手前に引く事により回転します。
芯線クリンプハイトの調整
・ 圧着を行い芯線クリンプハイトをポイントブレードマイクロメーターで測定し、クリンプハイト条件値と
の差を確認してください。
・ クリンプハイト調整ダイヤル位置を下記の数値を参考にして、クリンプハイト条件値内に合わせてくだ
さい。
・ クリンプハイト調整ダイヤルは、7 6 5… 1 0 の順に 1 段階で約 0.025mm クリンプハイ
トが低くなります。
インシュレーションクリンプハイトの調整
・ 圧着を行いインシュレーションクリンプハイトを測定し、クリンプハイト条件値との差を確認してくださ
い。
・ インシュレーションクリンプハイト調整ダイヤルの位置を、下記の数値を参考にしてクリンプハイト条
件値内に合わせてください。
・ インシュレーションクリンプハイト調整ダイヤルは、1 2 3… 7 8 の順番に 1 目盛り毎に数字が
白地のダイヤルは約 0.1mm、数字が青字のダイヤルは 0.05mm クリンプハイトが低くなります。