ENGLISH
18
Fig.11/c
- Mount the rear cover complete with the O-ring,
positioning the dipstick hole upward.
- Insert oil in the casing as indicated in the use and
maintenance manual.
2.1.3 Disassembly / Reassembly of bearings and shims
The type of bearings (taper roller) ensures the absence of
axial clearance on the bend shaft. The shims are dened to
meet this necessity. For disassembly / reassembly and for any
replacements, carefully observe the following directions:
A) Disassembly / Reassembly of the bend shaft without
replacement of the bearings
After having removed the side covers as indicated in par.2.1.1,
check the conditions of the rollers and their relative tracks.
Ifall parts are in good condition, clean the components
carefully with a degreaser and redistribute lubricant oil
uniformly.
The previous shims can be reused, taking care to insert them
only under the indicator side cover.
Once the complete unit (indicator side ange + shaft +
motor side ange) is assembled and the cover screws have
been tightened to the recommended torque, check that
the rotation torque of the con-rod shaft - with the con-rod
disconnected - is between 4 and 6 Nm.
To move the two lateral covers near the guard, it is possible
to use No. 3 screws M6x40 for a rst orientation step, as
previously indicated, and the screws required for the nal
xing.
The shaft rotation torque (with the con-rods connected)
should not exceed 8 Nm.
B) Disassembly / Reassembly of the bend shaft with
replacement of the bearings
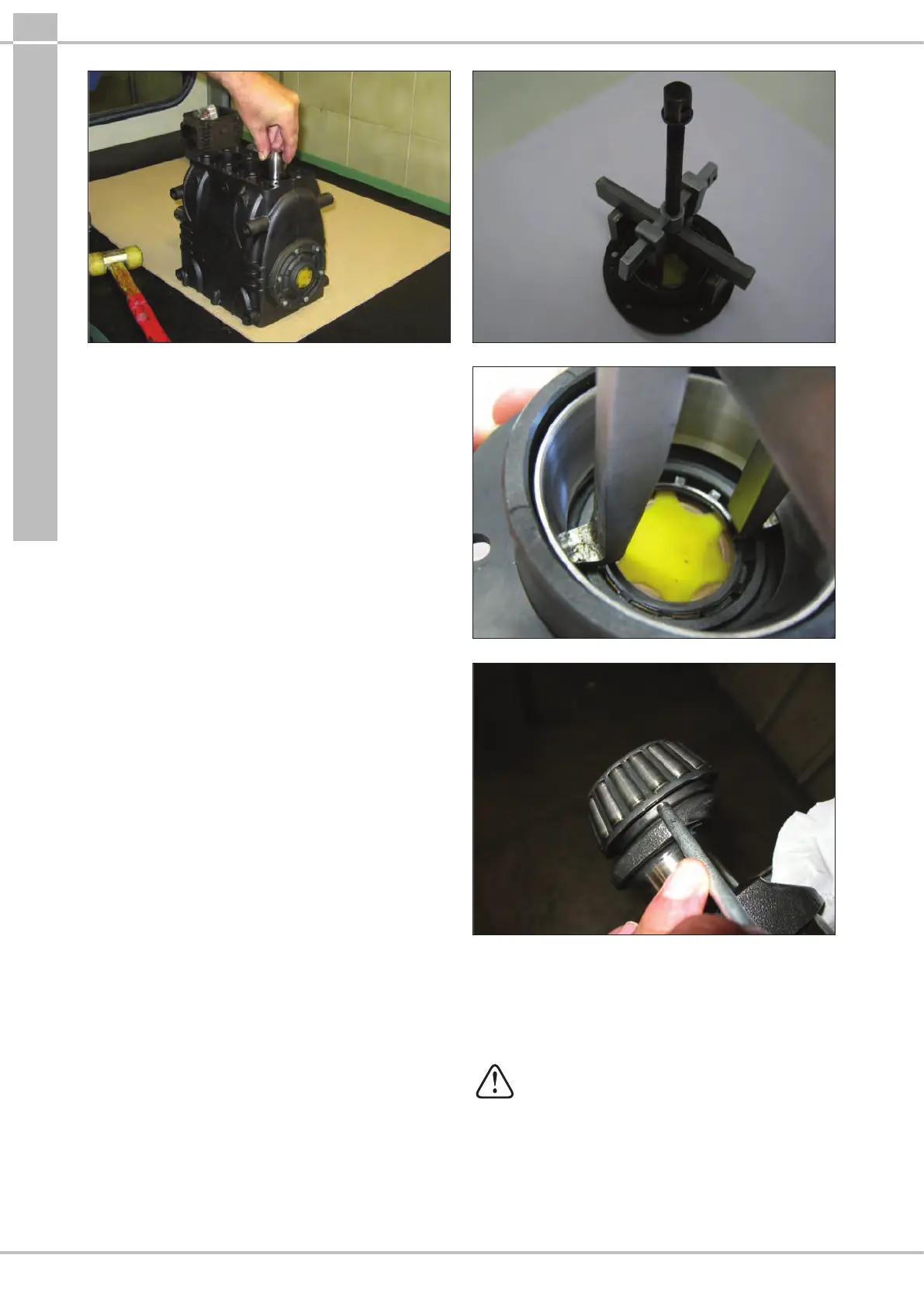
After removing the side covers, as described above, remove
the outer ring nut on the bearings from its seat on the covers,
using an appropriate extractor as shown in Fig.12 and
Fig.12/a.
Remove the inner ring nut on the bearings from the two
ends of the shaft, again using an appropriate extractor or,
alternatively, a simple “pin punch” as shown in Fig.13.
Fig.12
Fig.12/a
Fig.13
The new bearings can be mounted cold with a press or rocker,
supporting it on the lateral surface of the ring nuts involved
in press tting with the rings. The tting operation could be
facilitated by heating the parts involved at a temperature
between 120° and 150°C (250° - 300°F), making sure that the
ring nuts are fully tted in their respective seats.
Never exchange the parts of the two bearings.
Determining the shim pack:
Perform the operation while the piston/con-rod guide units
are assembled, the con-rod caps are disconnected and the
con-rods are pushed downwards. Insert the pump shaft
without tab into the casing, making sure the PTO shank comes
out of the correct side.