MIG-185CMT
16
CORTE POR PLASMA
EMPEZAR
Sostenga la antorcha 2 mm por encima de la pieza de trabajo al comienzo del corte y apriete el gatillo
de la antorcha. Si el arco no se enciende en 2 segundos, debe presionar el interruptor de la antorcha
nuevamente.
NOTA: Si no se mantiene alejado de la pieza de trabajo antes de disparar, podrí a producirse
dañ os por pulverizació n en la boquilla.
CORTE A TRAVÉ S DEL CENTRO DE LA PIEZA DE TRABAJO
Sostenga la antorcha 2 mm por encima de la pieza de trabajo en un á ngulo de 90 grados. Apriete el
gatillo de la antorcha y espere a que el arco penetre en el material. Una vez que el arco haya penetrado
en el material, debe sostener la antorcha en un á ngulo de 90 grados con respecto al material y moverla
en la direcció n deseada a una velocidad de corte adecuada.
NOTA: Penetrar la pieza de trabajo en el centro desgastará la boquilla mucho má s rá pido que cortar
desde el borde.
CORTE DESDE EL BORDE DE LA PIEZA DE TRABAJO
Sostenga la antorcha en un á ngulo de 90 grados a 1 mm por encima y lejos de la pieza de trabajo e
inicie el arco. Una vez iniciado el arco, incline la antorcha contra el material en un á ngulo de 90 grados
y mué vala en la direcció n deseada a una velocidad de corte adecuada.
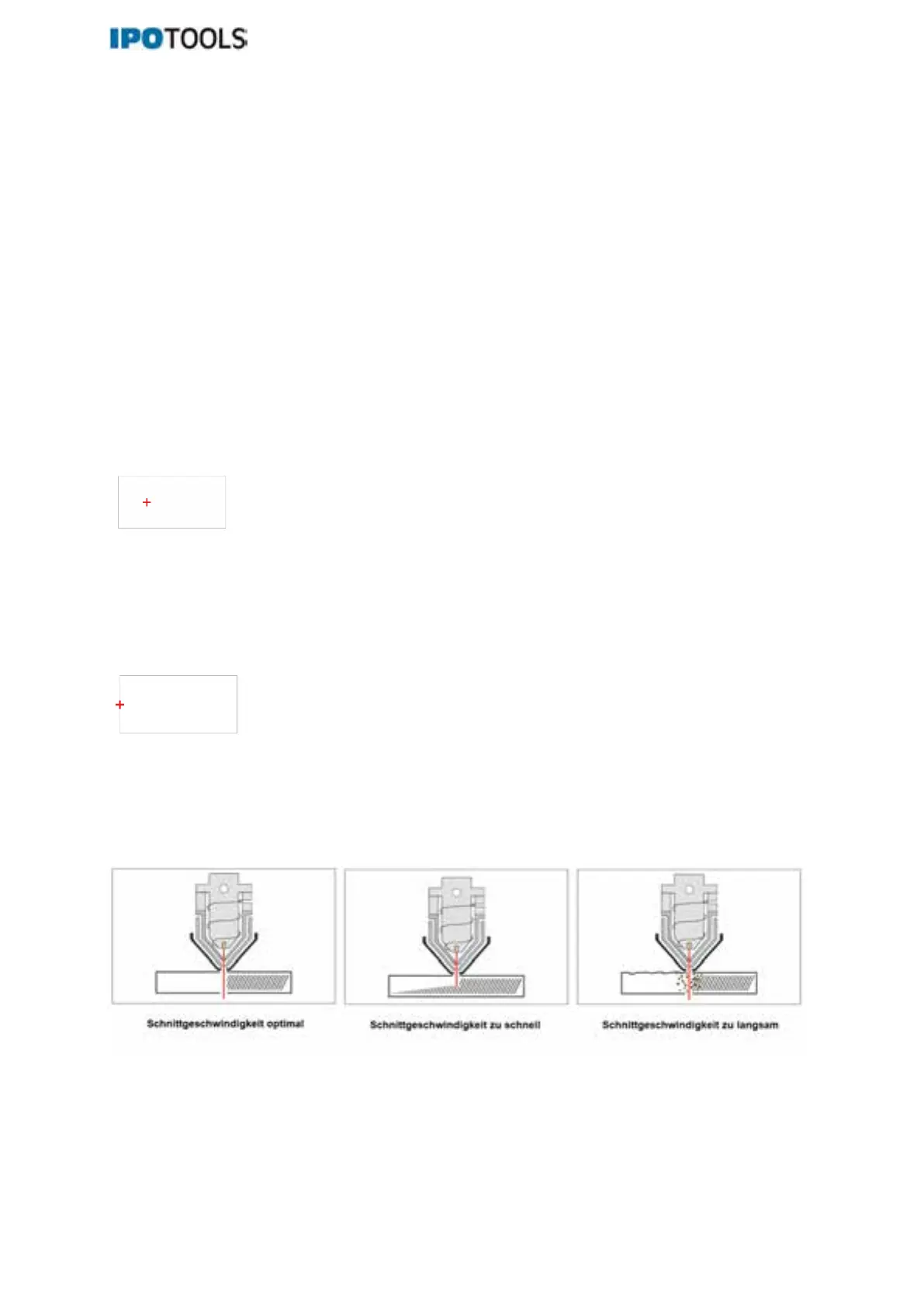
VELOCIDAD DE CORTE
Mueva la antorcha a la velocidad adecuada para que el flujo de plasma ingrese a la pieza de trabajo.
Dado que el primer corte es una prueba, este es un buen momento para tener una idea de la velocidad
de corte. Tenga en cuenta que si la velocidad de corte es demasiado baja, el corte puede ser demasiado
ancho debido al calor excesivo, pero si es demasiado alto, el arco no puede entrar en la pieza.