MIG-185CMT
18
TROUBLESHOOTING
Our welding machines are always tested and calibrated before shipment. Any unauthorized
modification of the device is prohibited and has a negative effect on the guarantee!
The modifications can only be caried out by the technicians of the sales company!
The operating instructions must be read carefully to ensure that there are no unintended complications
that could endanger the user.
Before starting any repairs, it is necessary to switch off the welding machine!
If there is a problem with the device and there is no authorized specialist in your place of residence, it
is best to contact the seller.
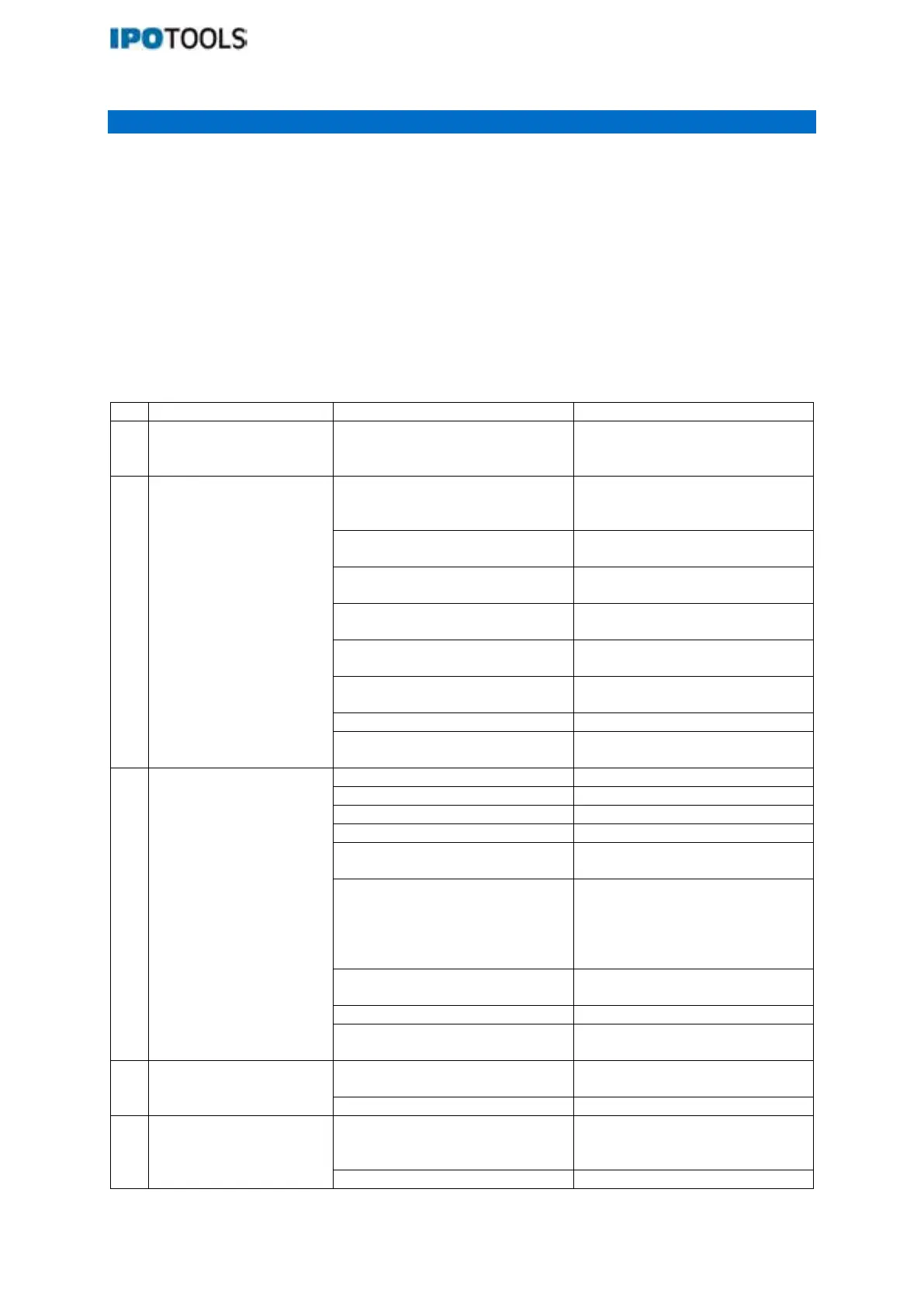
For simple problems and errors on the welding machine, please follow the table below:
Have the connection checked
by a specialist
Wrong contact pressure on the
feed roller
Set the correct pressure (it must
be possible to block the wire roll
Wire guide on the feed motor
not in a line
Bring the feed roller and wire
guide into line
Guide spiral blocked or not
suitable for wire size
Badly coiled wire or wire
crossings
Rusted wire or poor quality
Replace the wire roll, clean or
replace the guide spiral
Too much tightened mandrel
brake
Release mandrel brake, screw
on
Feed roller worn or not suitable
for wire size
seam
Gas hose connections leaky
Defective pressure reducer
Test the voltage at the solenoid
valve (220 volts)
Gas nozzle on burner or hose
package clogged
grease the burner with nozzle
grease or spray with nozzle
spray, blow out the hose
Draft at the welding point
Shield the welding point or
increase the gas flow.
Remove rust, grease or paint
Bad wire quality or unsuitable
shielding gas
New welding wire, use suitable
shielding gas or mixed gas
Solenoid valve defective, foreign
body in the valve
Clean or replace solenoid valve
fan is running
Microswitch in the torch or
control line in the hose package
Bridging the two small contacts
in the central connection with a