MIG-185CMT
16
DÉ COUPE AU PLASMA
COMMENCER
Tenez la torche à 2 mm au-dessus de la piè ce au dé but de la coupe et appuyez sur la gâ chette de la
torche. Si l'arc ne s'allume pas dans les 2 secondes, vous devez appuyer à nouveau sur l'interrupteur
de la torche.
REMARQ UE : Le fait de ne pas se tenir à l'é cart de la piè ce avant le tir peut endommager la buse
par pulvé risation.
COUPE AU CENTRE DE LA PIÈ CE
Tenez la torche à 2 mm au-dessus de la piè ce à un angle de 90 degré s. Appuyez sur la gâ chette de la
torche et attendez que l'arc pé nè tre dans le maté riau. Une fois que l'arc a pé né tré le maté riau, vous
devez tenir la torche à un angle de 90 degré s par rapport au maté riau et la dé placer dans la direction
souhaité e à une vitesse de coupe approprié e.
REMARQ UE : La pé né tration de la piè ce au centre usera la buse beaucoup plus rapidement que la
coupe à partir du bord.
COUPE À PARTIR DU BORD DE LA PIÈ CE
Tenez la torche à un angle de 90 degré s à 1 mm au-dessus et à l'é cart de la piè ce et amorcez l'arc.
Une fois l'arc amorcé , inclinez la torche contre le maté riau à un angle de 90 degré s et dé placez-vous
dans la direction souhaité e à une vitesse de coupe approprié e.
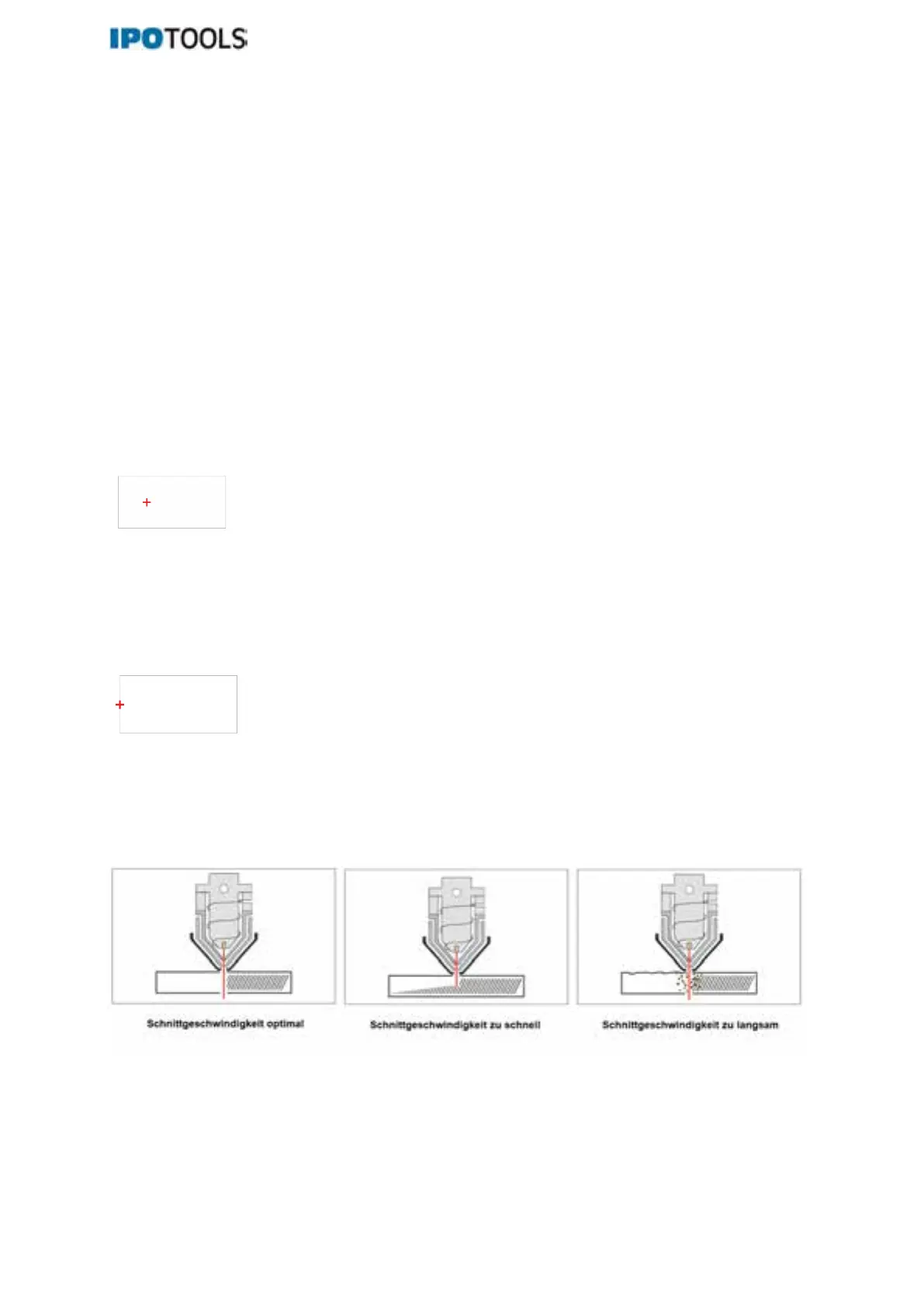
VITESSE DE COUPE
Dé placez la torche à la vitesse approprié e pour que le flux de plasma pé nè tre dans la piè ce. É tant donné
que la premiè re coupe est un test, c'est le bon moment pour se faire une idé e de la vitesse de coupe.
Notez que si la vitesse de coupe est trop faible, le trait de scie peut ê tre trop large en raison d'une
chaleur excessive, mais s'il est trop é levé , l'arc ne peut pas pé né trer dans la piè ce.
REMARQ UE : Nous vous recommandons de couper la piè ce rapidement et avec un courant
é levé .
Aprè s la coupe
Le gaz coule toujours aprè s la coupe, l'arc n'est plus visible. C'est normal, car l'appareil doit ê tre allumé
pendant au moins 3 minutes pour que le ventilateur refroidisse correctement l'é lectronique. Une fois le