tecMIG 450/600
Betriebsanleitung Seite 10
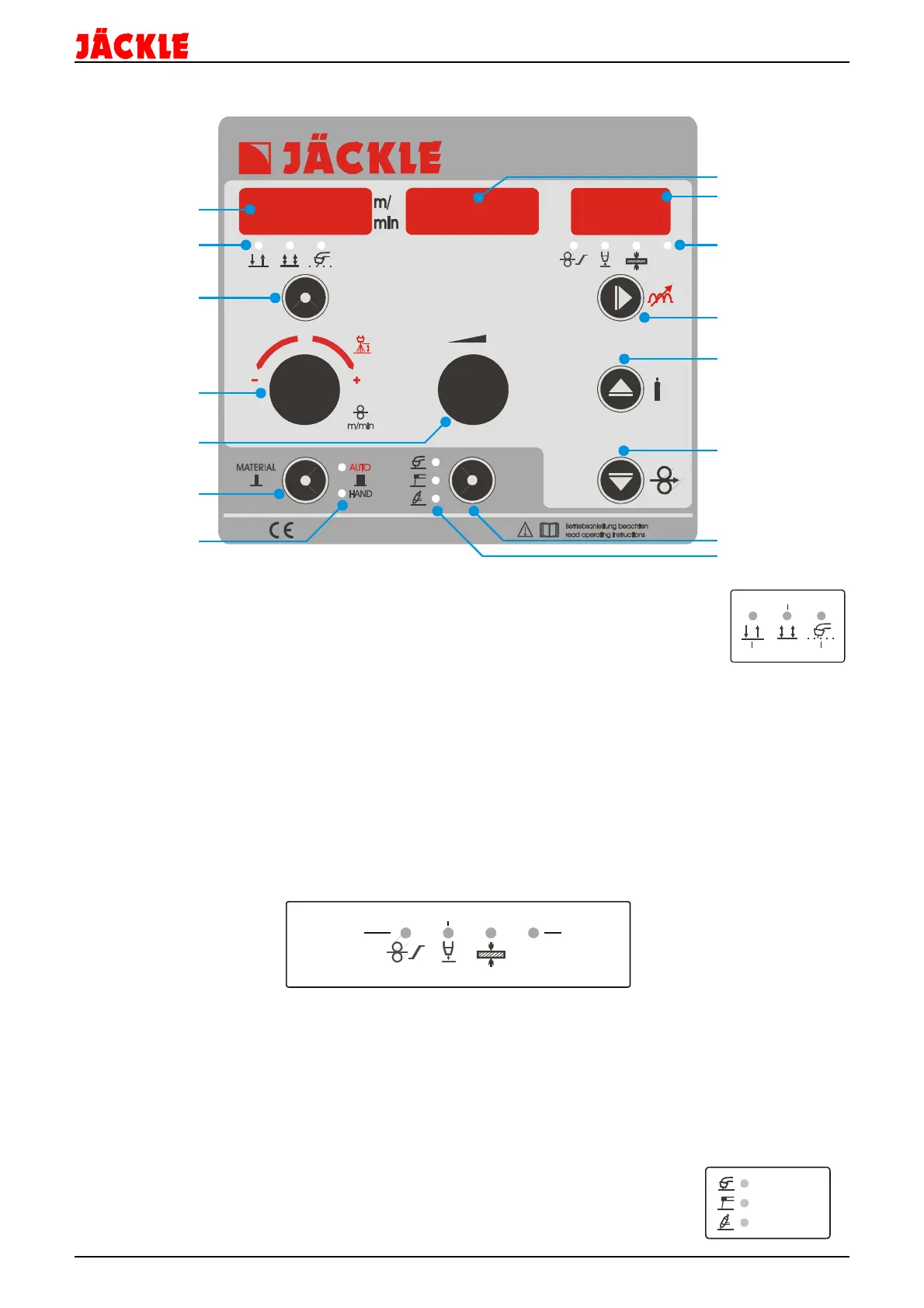
8. Steuerung MC 2
1
2
3
4
5
6
7
1 – Anzeige Display Drahtgeschwindigkeit in m/min (HAND-7), bzw. Korrektur von -3.0V bis +3.0V der Licht-
bogenlänge (AUTO-7), blinkender Punkt: HOLD Funktion aktiv
2 – LED Anzeige ob 2-Takt, 4-Takt oder 2-Takt - Punkten aktiv ist
3 – Bedientaste um zwischen 2-Takt, 4-Takt, 2-Takt - Punkten durch tippen umzuschalten
4 – Drehknopf um die Materialart einzustellen, die Lichtbogenlänge zu korrigieren (AUTO-7), die Draht-
geschwindigkeit in m/min (HAND-7) einzustellen, bzw. um alle Werte im linken Display zu ändern
5 – Drehknopf um die Schweißleistung im mittleren Display einzustellen
6 – Bedientaste für die Materialauswahl (antippen kürzer als 0,5 Sekunden), bzw. Einstellung Hand oder
Automatikbetrieb (drücken länger als 1 Sekunde)
7 – LED Anzeige, ob HAND- oder AUTOmatikbetrieb aktiviert ist
8 – Anzeige Display für die Schweißspannung in Volt, blinkender Punkt: HOLD Funktion
9 – Anzeige Display für den Schweißstrom in Ampere oder die Materialdicke, sowie die Drossel, Einschleich-
geschwindigkeit und die Drahtrückbrandzeit
10 - LED Anzeige ob Einschleichgeschwindigkeit, Drahtrückbrandzeit, Materialdicke oder Schweißstrom
angezeigt wird
11 – Bedientaste um zwischen Drosselhärte, Einschleichgeschwindigkeit, Drahtrückbrandzeit, Materialdicke und
dem Schweißstrom (bei eingeschaltetem Punkten die Punktzeit) umzuschalten
12 – Bedientaste um den Gastest zu aktivieren, bzw. um im Einstellmodus die Werte von Drossel, Einschleich-
geschwindigkeit, Drahtrückbrandzeit zu, Materialdicke und Leistung zu erhöhen (LED 10 blinkt)
13 – Bedientaste um die Drahteinfädelfunktion zu aktivieren bzw. um im Einstellmodus die Werte von Drossel,
Einschleichgeschwindigkeit, Drahtrückbrandzeit zu, Materialdicke und Leistung zu verkleinern
(LED 10 blinkt)
14 – Bedientaste Mode um zwischen den Betriebsarten MIG, Elektrode und WIG umschalten zu können
15 – LED Anzeige, ob die Betriebsart MIG, Elektrode oder WIG aktiviert ist
2-Takt
4-Takt
Ein-
schleichen
Rückbrand
Schweiß-
strom
MIG
WIG