tecMIG 450/600
Betriebsanleitung Seite 16
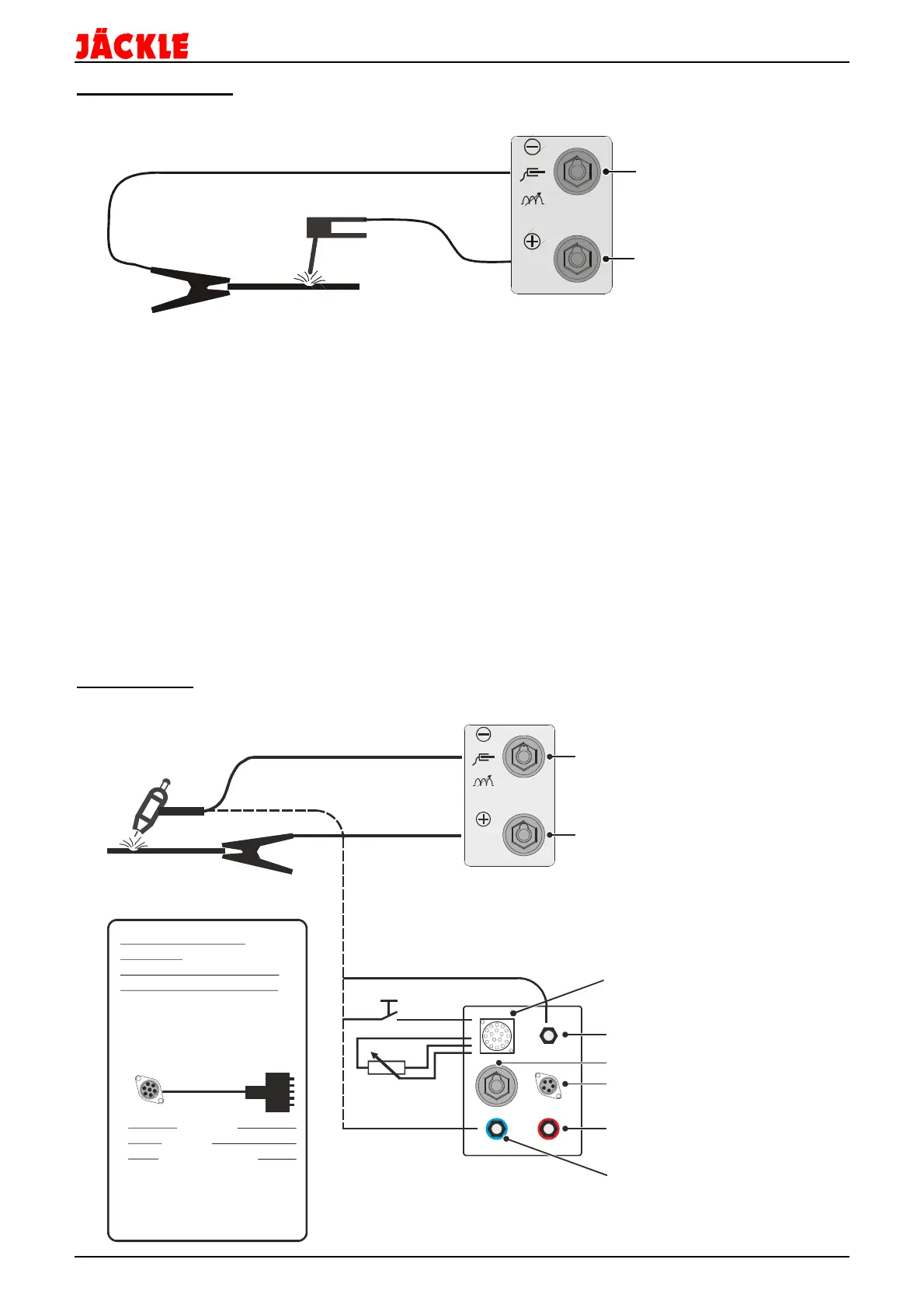
Elektrode Schweißen
+ socket MMA / TIG
Elektrodenhalter anschließen
Elektrodenhalter wie im Bild dargestellt an die Plusbuchse anschließen.
Hierbei aber immer die Polungsvorgabe des Elektrodenherstellers beachten.
Drahtvorschubkoffer mit Steuerleitung muss an der Maschine eingesteckt bleiben.
Potentiometer zur Schweißstromregelung aktivieren (nur MC 1)
Um die Schweißstromstärke mit einem Potentiometer im Elektroden Betrieb regeln zu können, muss dieses wie
im Schaltplan dargestellt an der 17-poligen Fernbedienungsbuchse angeschlossen werden.
Weiter muss im MIG Modus die Fernbedienungsfunktion über Fx aufgerufen werden, und bei EC1 der
Parameter ‚Curr - CAn’ eingestellt werden.
Werkstückkabel anschließen
Werkstückkabel an der Massebuchse und Klemme am Werkstück gut leitend, d.h. nicht auf Farbe, Rost u.ä.
anklemmen.
Schweißvorgang starten
Steuerbox auf die Betriebsart Elektrode stellen, Parameter für die Schweißaufgabe einstellen und
Schweißvorgang durch aufsetzen der Elektrode auf dem Schweißstück starten.
WIG Schweißen
+ socket MMA / TIG
Wasservorlauf ‘blau-kalt’ DN 5
water flow ‘blue-cold’ DN 5
Wasserrücklauf ‘rot-heiß’ DN 5
water runback ‘red-hot’ DN 5
Fernbedienungsbuchse 17-polig
Remote control socket 17-pole
Communication to wire feed case
Wasser / Water
Start
*
I1
* Brennertaster / Torch trigger - Pin G,H
**Potentiometer Strom / current
Pin C - Ground, Pin E - Eingang / Input
Rückseite / backside
**
Option 802.015.215
WIG / TIG
Zwischenschlauchpaket
Intermediate hose pack:
- Wasser / water
- Gas / gas
- Strom / power
- Steuerleitung / controlline:
Maschine
Power source
17-pol
Brenner
Torch
7-pol
1+2: Brennertaster
Torchtrigger
4: Poti Ground
5: Poti Signal
6: Poti +10V