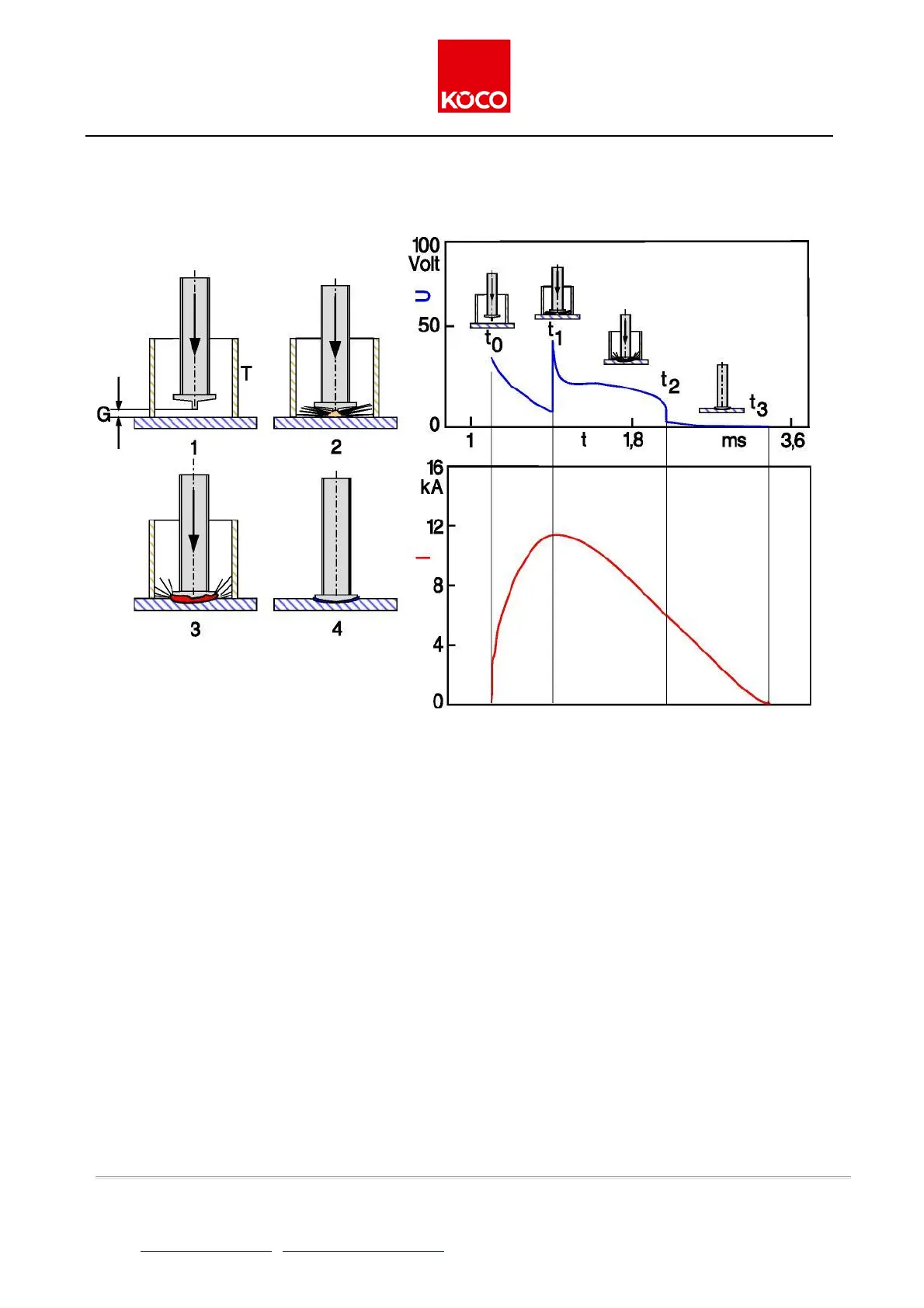
Fig 1: Tip ignition stud welding with voltage and current development curves (gap welding process)
Explanation:
1: Stud welding with an air gap, start of the downward movement.
2: Contact between the ignition tip and the workpiece, explosion of the ignition tip and generation of the arc.
3: Generation of the welding pools while the stud continues its downward movement.
4: The stud touches the workpiece, extinguishing the arc, and the welding pool
solidifies. G: Air gap
T: Supporting legs or supporting tube
t: Time
U: Voltage
I: Current
Issue 4/2019 ver. 2.0 page 9 of 42
Köster & Co. GmbH • D-58256 Ennepetal • Spreeler Weg 32 • Tel. +49 2333 8306-0 • Fax +49 2333 8306-38
Internet: http://www.koeco.net • E-Mail: koeco@koeco.net