3.8 Weld tests
Stud welds can be tested by several different methods:
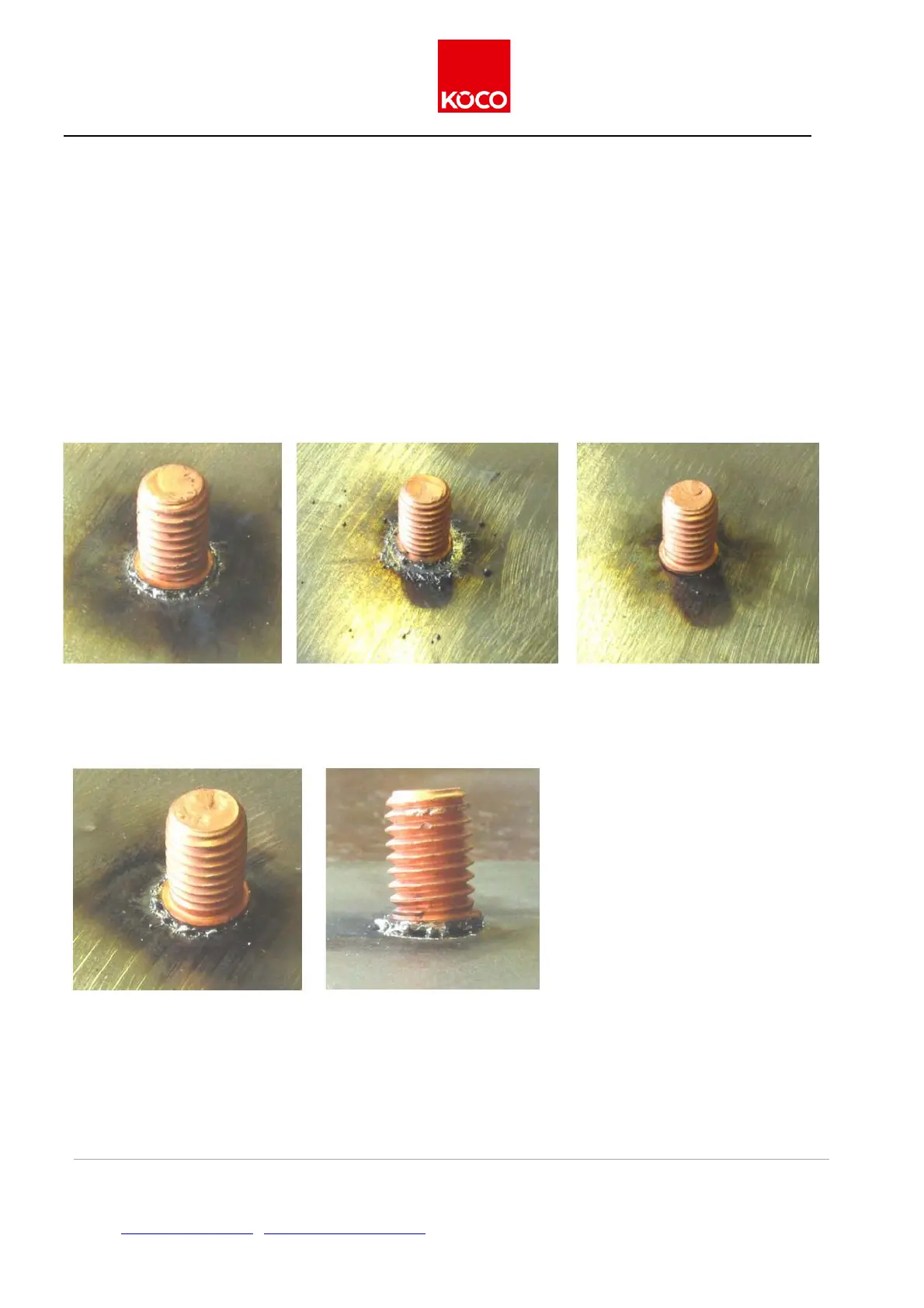
1. Visual inspection:
A good weld will be surrounded by a closed, even ring of splashes with a diameter exceeding the diameter of
the flange by no more than 1.5 mm.
There must not be any visible gap between the flange of the stud and the workpiece surface. It must be impos-
sible to squeeze even the edge of a sheet of paper between the flange and the workpiece.
A frequent defect is the so-called plunge impediment. It happens whenever the plunging movement of the
stud is slowed, and consequently the plunge is delayed past the extinction of the arc and remains incomplete.
This kind of fault is sometimes hard to detect in the course of a visual inspection, therefore visual tests should
never be the only means of assessing a weld. Mechanical tests (bend test and tension test) should be carried
out as well.
Fig. 7: Weld with energy Fig.8: Energy set too high, there- Fig. 9: Weld with energy set too
supply correctly set and an fore ring of splashes too wide low, consequently no visible
even ring of splashes ring of splashes present
Fig. 10: One-sided ring of
splashes, caused by arc
blowing
Fig. 11: Defective weld
caused by a plunging im-
pediment. A gap is visible
between the stud and the
workpiece.
Issue 4/2019 ver. 2.0 page 18 of 42
Köster & Co. GmbH • D-58256 Ennepetal • Spreeler Weg 32 • Tel. +49 2333 8306-0 • Fax +49 2333 8306-38
Internet: http://www.koeco.net • E-Mail: koeco@koeco.net