6. CYLINDER HEAD/VALVES
VALVE SEAT GRINDING
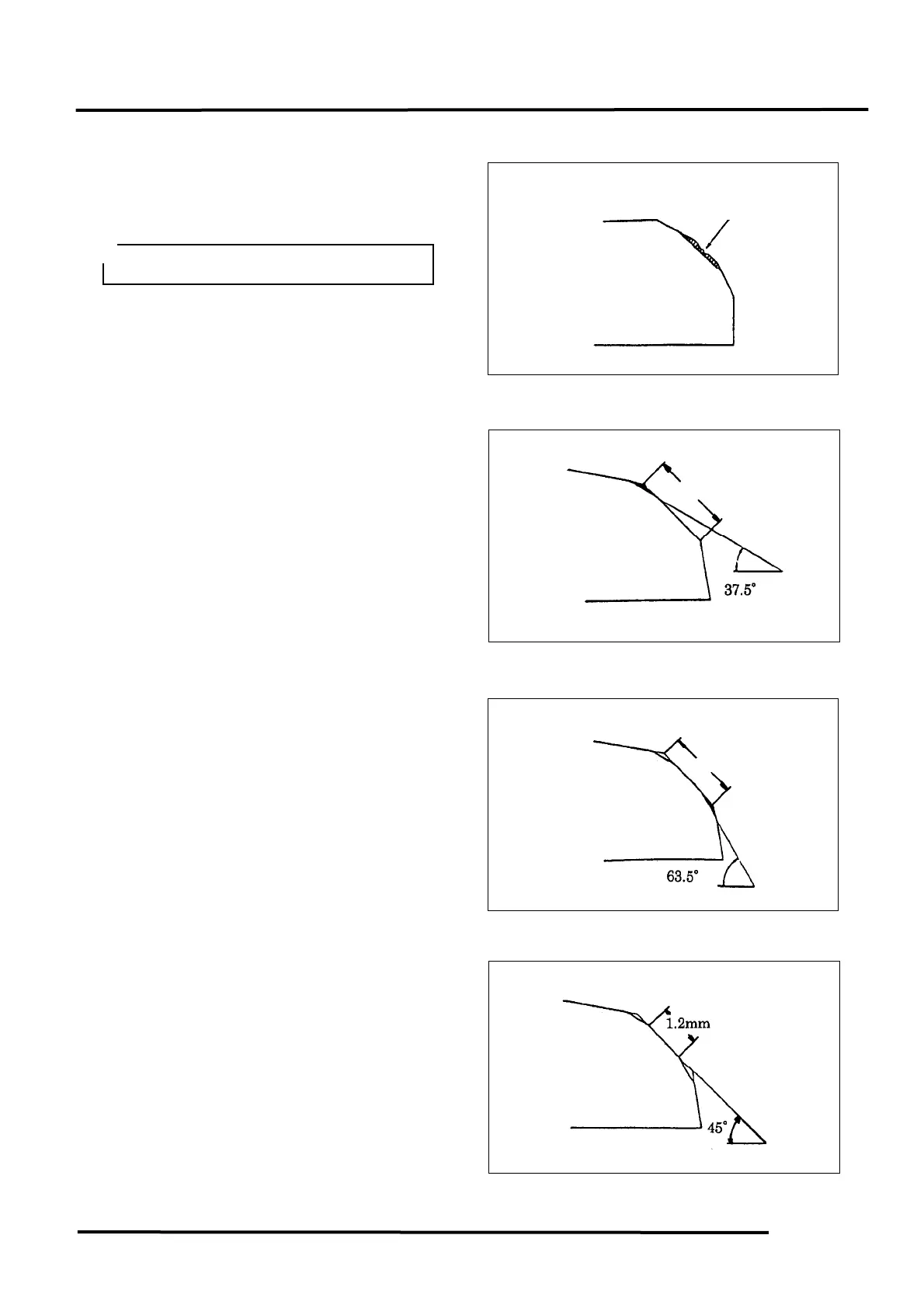
Remove any roughness or irregularities from
the seat using a 45° cutter.
Use a 37.5° cutter to remove the upper
existing valve seat material.
Use a 63.5° cutter to remove the lower
existing valve seat material.
Install a 45° finish cutter and cut the seat to
the proper width.
Standard Seat Width: 1.0mm
Be careful not to grind too much.