Conguration de la machine
909.4119.9-02 - 141 -07.19
Valider le point de menu en appuyant sur le
bouton de commande14.
Pour les paramètres réglables, la valeur du pa-
ramètre clignote.
Modier la valeur d'un paramètre en tournant
le bouton de commande 14.
Enregistrer la modication en appuyant sur le
bouton de commande 14.
Une description de la structure du menu est
présentée dans le tableau suivant.
Pour annuler une modication sans l'enregis-
trer ou pour quitter le niveau d'un menu, ap-
puyer sur le bouton 19.
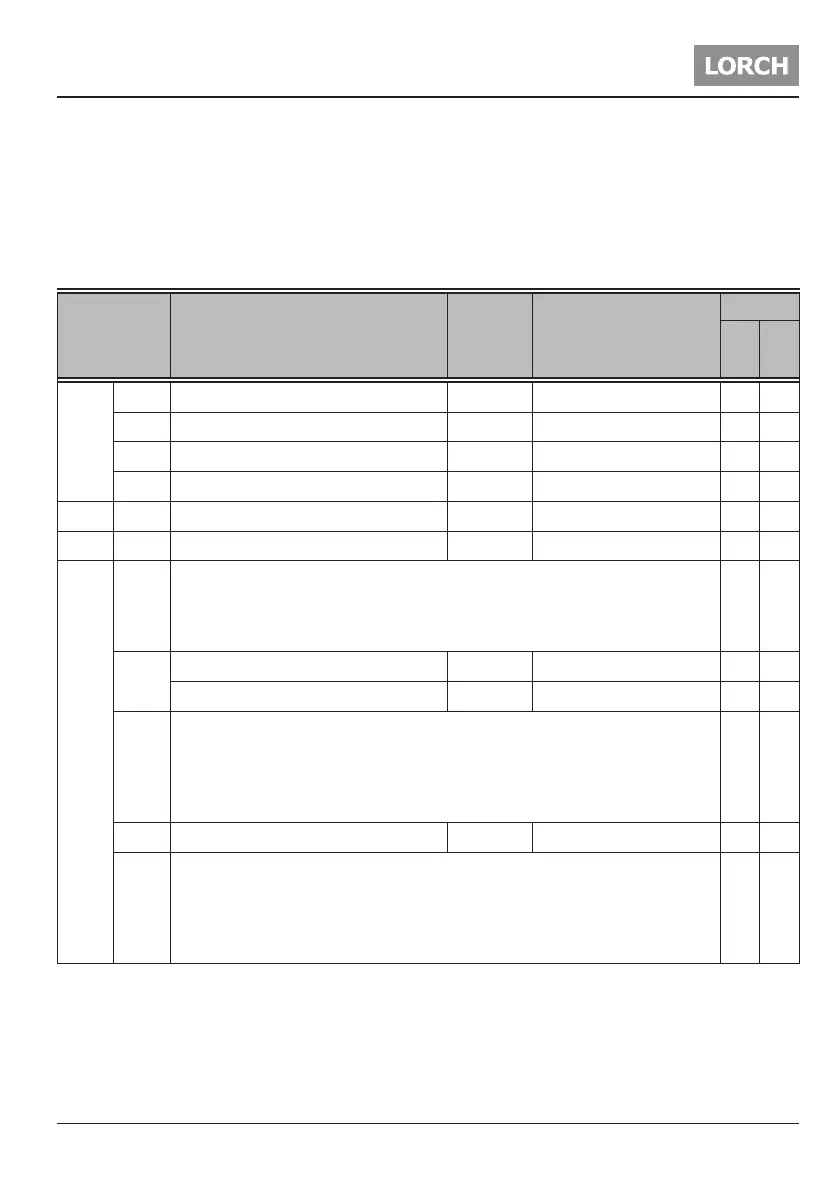
Code Paramètres
Valeur par
défaut
Plage de réglage
Mode
TIG
Élec-
trode
SoI
rEL Numéro de version maître x x
rEP Numéro de version du processus x x
red Numéro de version de l'achage x x
rEI Numéro de version Primaire x x
IGO StP Crête au démarrage
100 % 1 - 200 %
x
Sbt Durée veille automatique Arrêt OFF, 5...30min x x
FuS
Par un rapide clignotement de la DEL Veille de la touche28, cette fonction
avertit l’utilisateur d’une surcharge du fusible secteur et réduit, si paramé-
trée, de manière dynamique le courant de soudage de façon à éviter que le
fusible secteur ne saute.
FuO
Option fusible (230V) 16A 10, 10F, 13, 13F, 16, 16F x x
Option fusible (115V) 25A 20, 20F, 25, 25F x x
Ce paramètre dénit le fusible secteur utilisé.
Ce faisant, le courant max. paramétrable est limité le cas échéant.
Voir « Options fusibles » à la page 142
Selon le type de raccordement au secteur, diérentes valeurs de réglage
sont disponibles.
Fur Réduction de puissance du fusible Arrêt OFF - On x x
Lorsque la fonction «Réduction de puissance du fusible» (Fur) est activée,
le courant de soudage est, si nécessaire et selon l’option paramétrée pour le
fusible (FuO), réduit de façon dynamique pendant le soudage an d’éviter
que le fusible secteur ne saute. Ceci est signalé par un clignotement rapide
du bouton 20 marche/arrêt.
Tabl. 2: Conguration de la machine
 Loading...
Loading...