Machine conguration menu
- 34 - 07.19909.4119.9-02
17 Machine conguration menu
In this menu, it is possible to recall soft-
ware versions (revision) and make set-
tings to the machine conguration.
Call up the secondary parameters by pressing
button 19 for 2 sec.
Call up the machine conguration menu by
pressing button 19 for 2 sec.
You are now in the Machine conguration
menu. The parameter code and the parameter
value are alternatingly shown.
Set the desired menu point by rotating the con-
trol knob 14.
Conrm the menu item by pressing operating
button 14.
The parameter value ashes when the param-
eter is settable.
Change the value of a parameter by turning
control knob 14.
Store the change by pressing control knob 14.
A description of the menu structure is provided
in the following table.
Press button 19 to terminate a change without
storing or to exit a menu level.
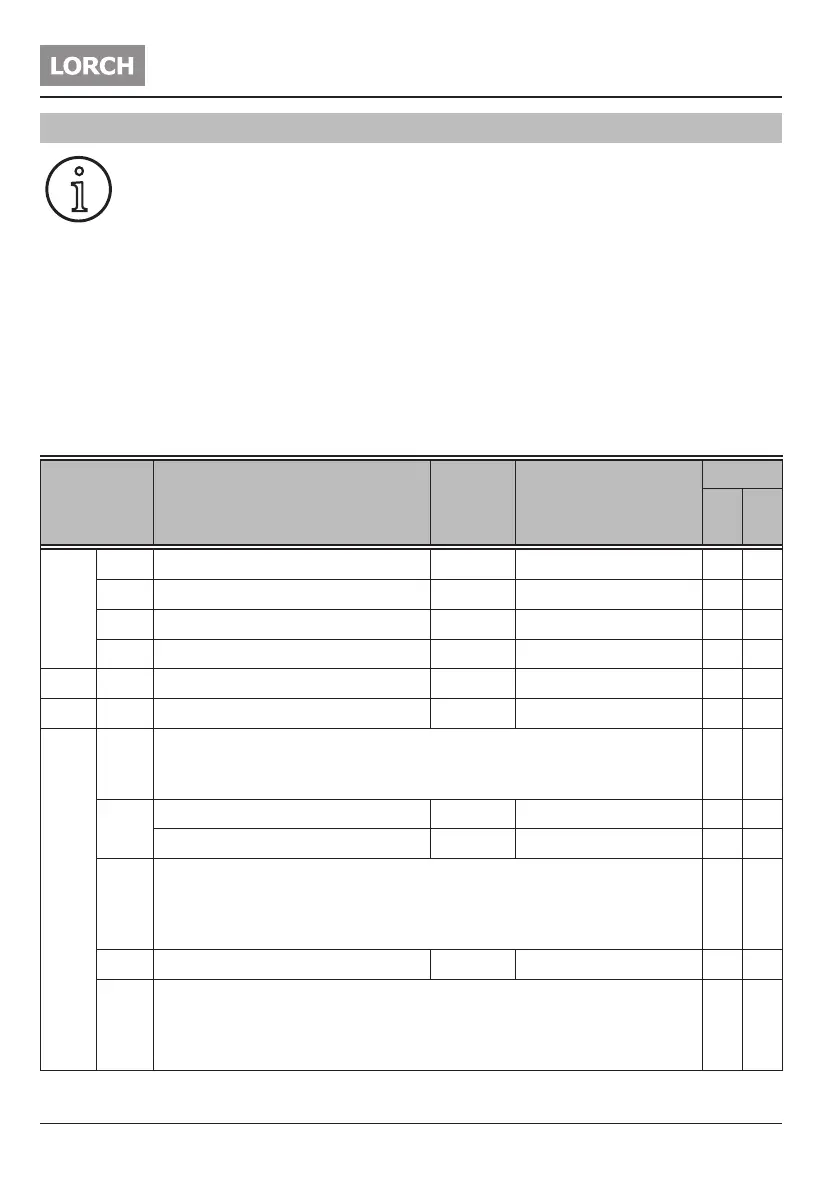
Code Parameter
Standard
value
Setting range
Mode
TIG
Elec-
trode
SoI
rEL Master version number x x
rEP Process version number x x
rEd Display version number x x
rEI Primary version number x x
IGO StP Start peak
100 % 1 - 200 %
x
Sbt Auto standby time OFF OFF, 5...30 min x x
FuS
This function warns of overloading of the main fuse with rapid ashing
of the STANDBY LED in button 28 and, if desired, dynamically reduces the
welding current to prevent the main fuse from tripping.
FuO
Fuse option (230V) 16A 10, 10F, 13, 13F,16, 16F x x
Fuse option (115V) 25A 20, 20F, 25, 25F x x
This parameter sets the mains power fuse used.
The max. selectable current is also limited at this point.
See “Fuse options” on Page 35
Various settings are available depending on the mains connection.
Fur Fuse power reduction OFF OFF - On x x
When the "Fuse power reduction (Fur)” function is activated, the welding
current will be dynamically reduced as required according to the pre-set
fuse option (FuO) to prevent the main fuse from tripping. This is indicated by
the On/O button 20 ashing at a higher rate.
Tab. 2: Machine conguration menu