. A complete Parts List is available at www.MillerWelds.com
OM-253086 Page 35
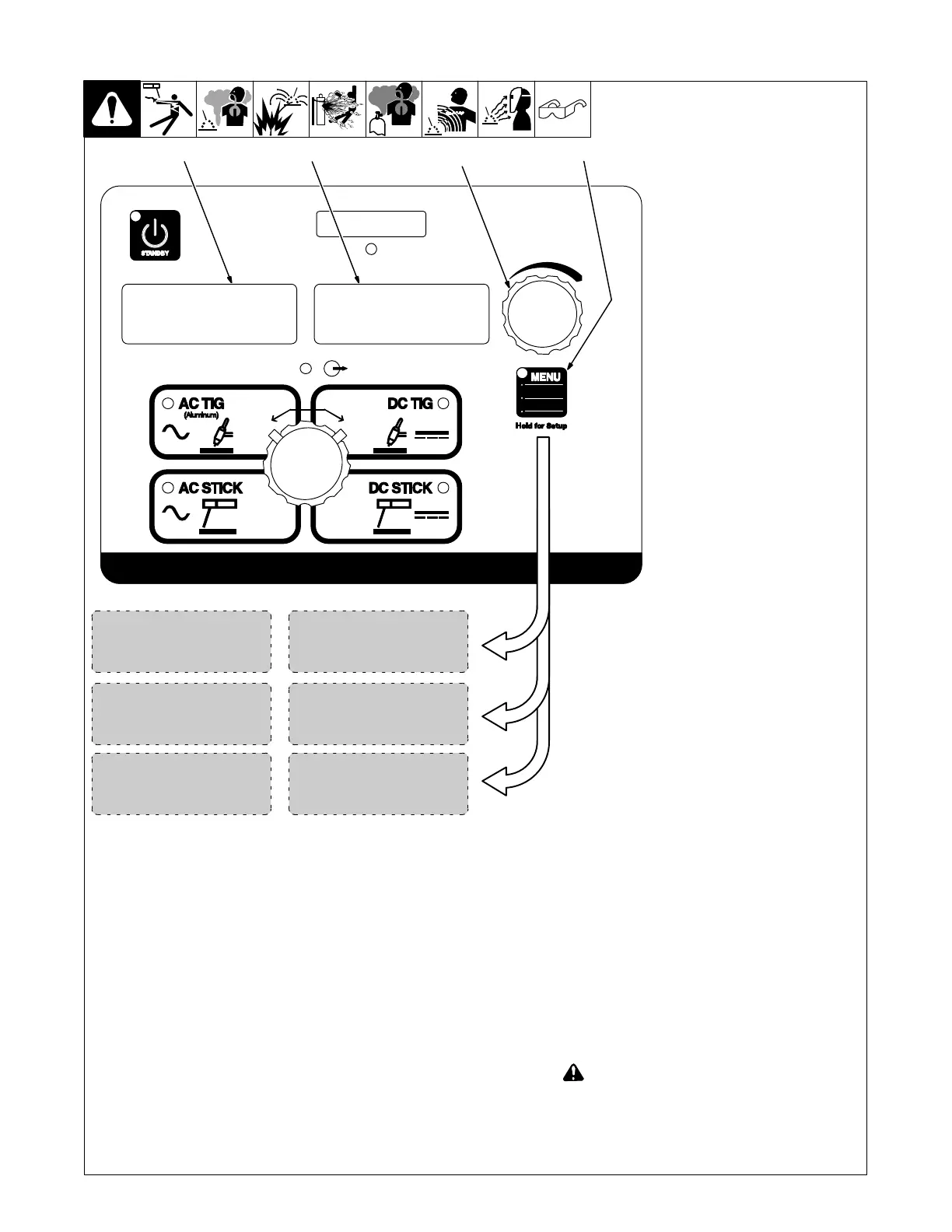
6-5. Accessing User Setup Menu: AC And DC TIG
1 Menu Button
Press and hold Menu button for ap-
proximately two seconds to access
machine configuration menus. Use
Menu button to cycle through para-
meters that can be set.
2 Parameter Display
3 Setting Display
4 Encoder
Rotate Encoder to adjust paramet-
er setting.
. To exit menu, press and hold
Menu button until Menu Off is
displayed.
1
STD
3/32TUNG
RMT
MENU
2
3
4
Tungsten Diameter Selection:
Each tungsten size has preset starting parameters
specific to that diameter for optimized starting.
Range is 0.020 in.−1/8 in. or 0.5 mm−3.2 mm.
Trigger Mode Selection:
[RMT] [STD]
Typically used with a remote foot or hand control.
RMT STD requires a maintained contact closure to
enable weld output. Amperage can be controlled
with a remote potentiometer, or it can be set at the
control panel.
[RMT] [HOLD]
Remote control required. Allows the operator to weld
without holding the trigger closed. To start the weld,
operator presses and releases trigger. To stop the
weld, the operator again presses and releases the
trigger. In this mode, only the output contactor is con-
trolled by the remote control. Amperage must be set
on the control panel.
[OUT] [ON]
Output on. (Lift Only)
! Weld output terminals are energized at all
times when displays read [OUT] [ON].
No remote control or trigger required. Amperage can
be controlled at the control panel or with a remote po-
tentiometer
. Blue output on LED illuminates to indic-
ate output is on.
Arc Starting Method Selection:
[STRT] [HF]
Is a non-contact starting method (see Section16-1).
[STRT] [LIFT]
Is a contact starting method (see Section16-1).
HF
USER
STRT
Or
247222-D