. A complete Parts List is available at www.MillerWelds.com
OM-253086 Page 43
HF START
Schedule 1
Schedule 2
LIFT ARC
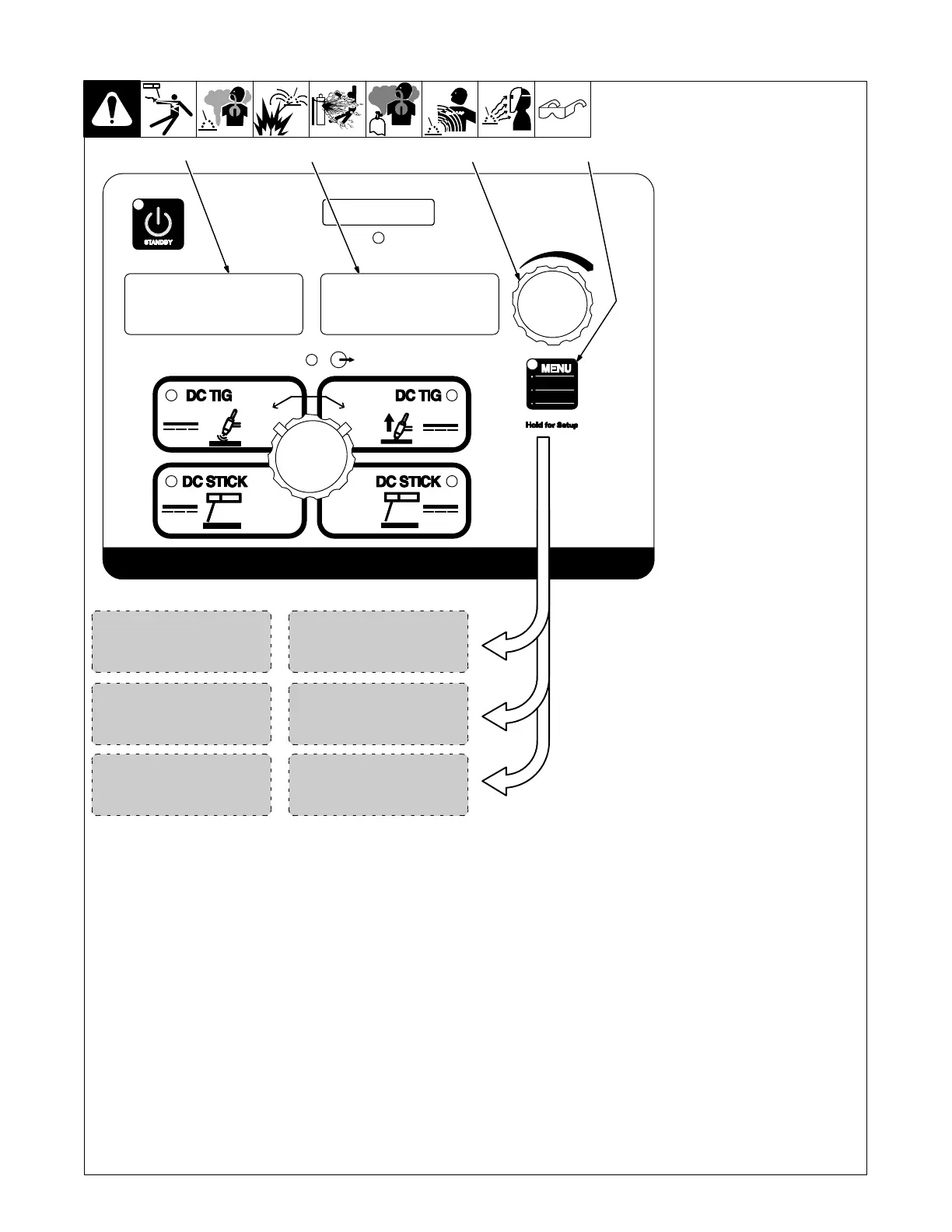
8-2. Accessing Control Panel Menu: DC TIG HF And Lift Arc
1 Menu Button
Press Menu button to cycle through
parameters that can be set.
2 Parameter Display
3 Setting Display
4 Encoder
Rotate Encoder to adjust paramet-
er setting.
. Parameter automatically re−
turns to amperage setting 15
seconds after Encoder is
inactive.
1
AUTO
OFF
PPS
POST
150A
2
3
4
Amperage Control:
Controls the welding amperage output. Limits the
maximum output of a remote amperage device.
150A
[PPS]* Pulse Control:
Reduces heat input to minimize distortion and increase
travel speed. Set PPS (pulses per second). The range
is OFF−250 PPS. The Background Amperage and Peak
Amperage are not adjustable. Background Amperage
equals 25% of Peak amperage. Peak amperage Time
equals 40%.
[POST] Post Flow Control:
Controls the length of time gas flows after welding
stops. Range is AUTO, OFF−50T (seconds). AUTO
calculates the time based on the maximum amperage
of each weld cycle. The minimum time is 8 seconds.
Auto equals maximum amperage/10.
*PRO−SET provides PROfessionally developed
SETtings for the weld process. To use PRO−SET,
press the menu button to display the parameter and
adjust the encoder until PRO−SET flashes on the dis-
play. PRO−SET flashes one time and reveals the pro-
fessional setting for the parameter.
Or
247218-C