Lift Arc is a form of arc ignition where the machines has low voltage on the electrode to only a
few volts, with a current limit of one or two amps (well below the limit that causes metal to
transfer and contamination of the weld or electrode). When the machine detects that the tungsten
has left the surface and a spark is present, it immediately (within microseconds) increases
power, converting the spark to a full arc. It is a simple, safe lower cost alternative arc ignition
process to HF (high frequency) and a superior arc start process to scratch start.
§4.3.4 TIG Welding Fusion Technique
Manual TIG welding is often considered the most difficult of all
the welding processes. Because the welder must maintain a short
arc length, great care and skill are required to prevent contact
between the electrode and the work piece. Similar to Oxygen
Acetylene torch welding, Tig welding normally requires two
hands and in most instances requires the welder to manually feed a filler wire into the weld pool
with one hand while manipulating the welding torch in the other. However, some welds
combining thin materials can be accomplished without filler metal like edge, corner, and butt
joints. This is known as Fusion welding where the edges of the metal pieces are melted together
using only the heat and arc force generated by the TIG arc. Once the arc is started the torch
tungsten is held in place until a weld pool is created, a circular movement of the tungsten will
assist is creating a weld pool of the desired size. Once the weld pool is established tilt the torch
at about a 75° angle and move smoothly and evenly along the joint while fusing the materials
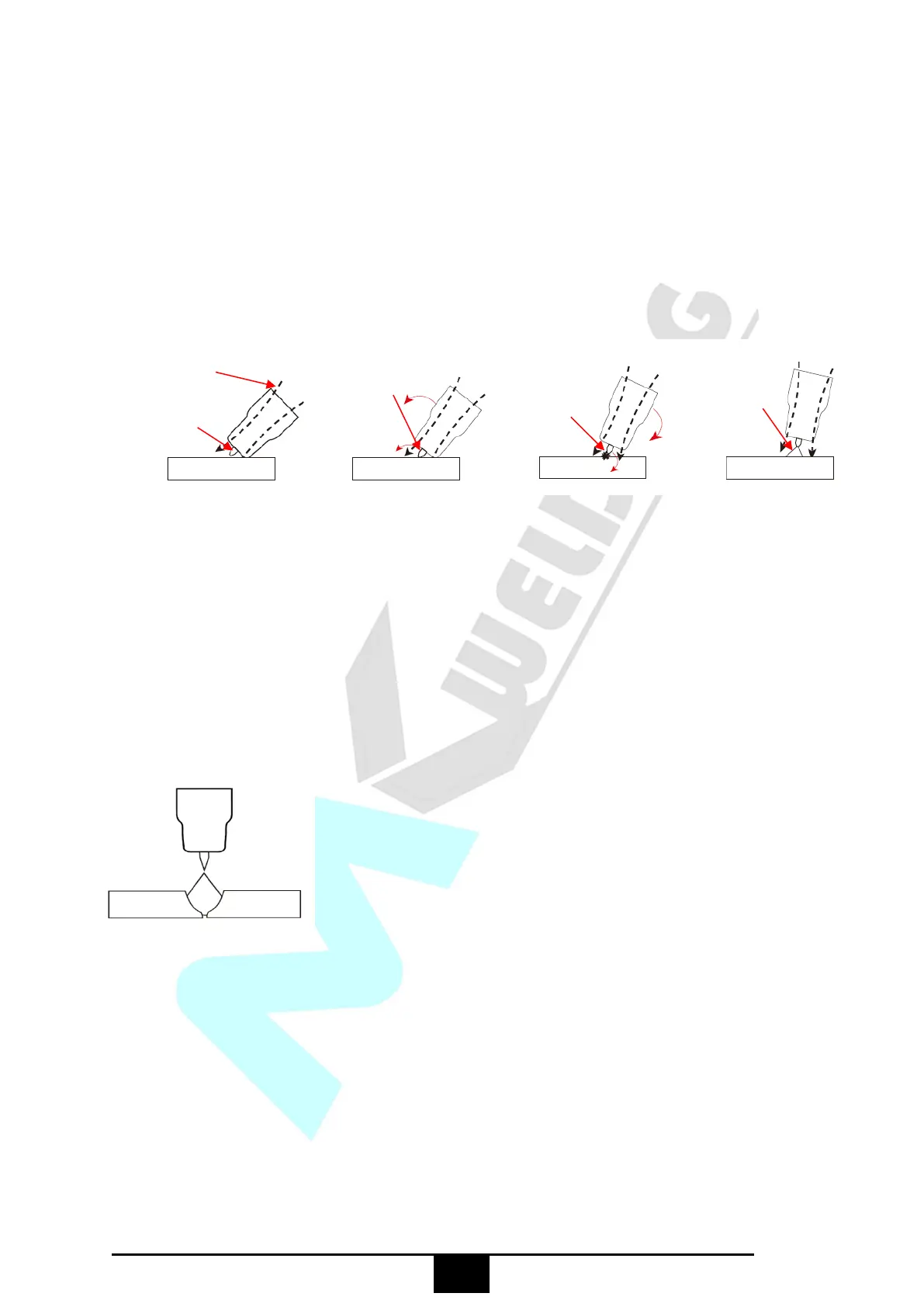
Lay the nozzle on the
job without the
tungsten touching the
work.
Rock the torch
sideways so that the
tungsten touches the
work & hold
momentarily.
tungsten touches the
work
Rock the torch back
in the opposite
direction, the arc will
ignite as the
tungsten lifts off the
work.
Lift the torch to
maintain the
arc.
 Loading...
Loading...