OPERATION
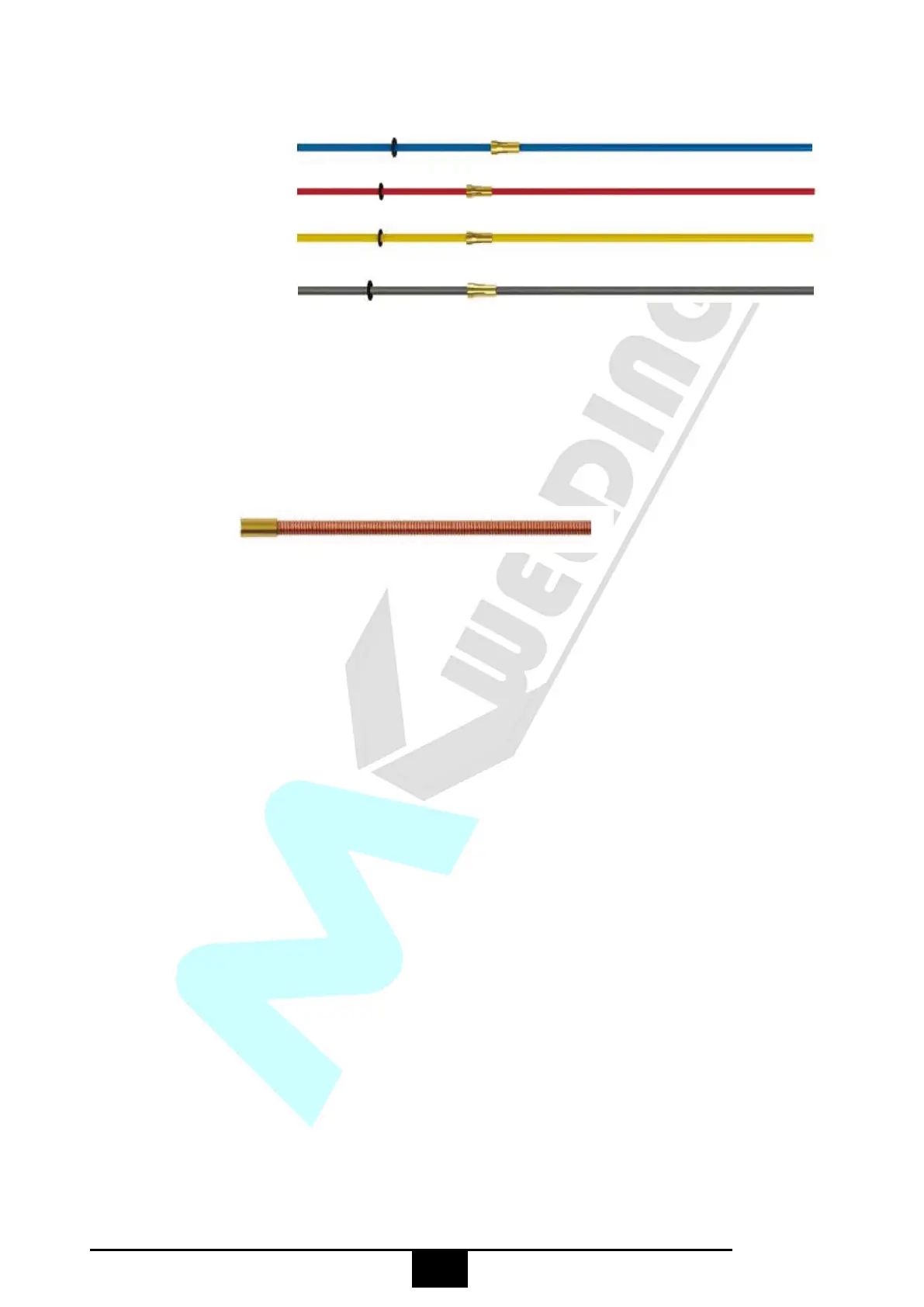
Copper - Brass Neck Liners
For high heat applications fitting brass or copper wound jumper or neck liner on the end of the liner
at the neck end will increase the working temperature of the liner as well as improve the electrical
conductivity of the welding power transfer to the wire.
§4.1.8 Torch & Wire Feed Set Up for Aluminium Wire
(1) Lay the torch out straight on the ground and remove the front end parts
(2) Remove the liner retaining nut.
(3) Carefully pull the liner out of the torch cable assembly.
(4) Select a PA or liner and carefully unravel avoiding putting any kinks in the liner.
(5) Carefully and slowly feed the liner in short forward movements down the cable assembly all the
way through and out the torch neck end. Avoid kinking the liner, kinking the liner will ruin it and
require replacement.
(6) Fit the liner retaining nut together with the liner o-ring, Push the liner firmly into the torch lead
and tighten the liner retaining nut.
(7) Leave the liner extending out the end of the torch neck end by 3mm.
(8) Place the tip holder over the end of the liner and screw into the torch neck nipping it up tight.
(9) Connect the torch to the machine tighten and secure the torch euro connector to the machine euro
connection.
(10) Install a U groove drive roller of the correct size to match the wire diameter being used.
(11) Place aluminium wire onto spool holder. Feed the wire through the inlet guide tube on to the

 Loading...
Loading...