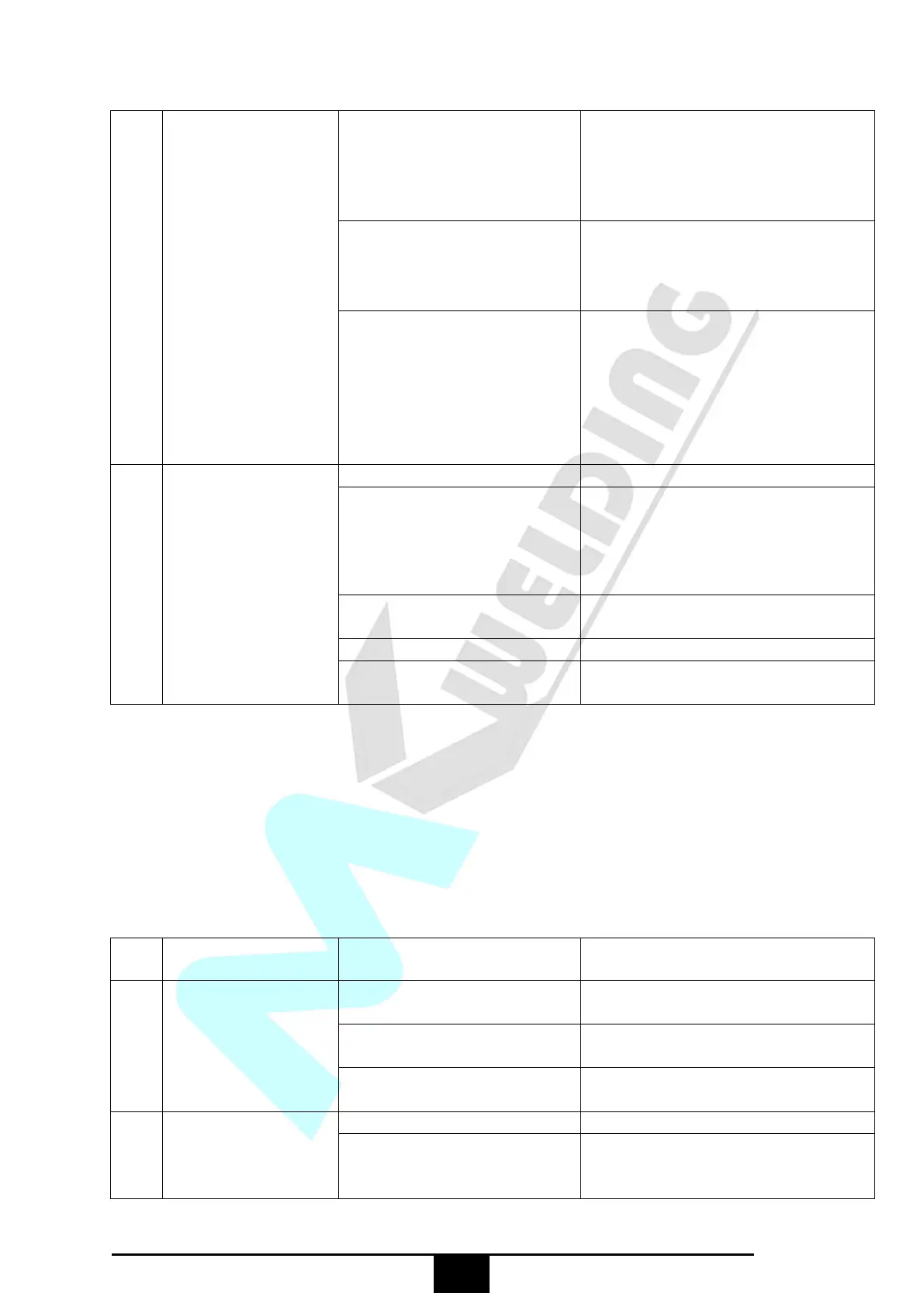
Tungsten incorrect or in poor
condition
Check that correct type of tungsten is
being used. Remove 10mm from the
weld end of the tungsten and re
sharpen the tungsten
Grind marks should run lengthwise
with tungsten, not circular. Use
proper grinding method and wheel.
Contaminated base metal or
filler wire
Remove contaminating materials like
paint, grease, oil, and dirt, including
mill scale from base metal. Remove
all grease, oil, or moisture from filler
metal
Arc difficult to start
or will not start DC
welding
Check machine set up is correct
No gas, incorrect gas flow
Check the gas is connected and
cylinder valve open, check hoses, gas
valve and torch are not restricted. Set
the gas flow between 10 - 15 l/min
flow rate
Incorrect tungsten size or type
Check and change the size and or the
tungsten if required
Check all connectors and tighten
Earth clamp not connected to
work
Connect the earth clamp directly to
the work piece wherever possible
§5.4 MMA welding trouble shooting
The following chart addresses some of the common problems of MMA welding. In all cases of
equipment malfunction, the manufacturer’s recommendations should be strictly adhered to and
followed.
Incomplete welding circuit
Check earth lead is connected. Check
all cable connections.
Check the MMA selector switch is
selected
Check that the machine is switched
on and has a power supply
Porosity − small
cavities or holes
resulting from gas
pockets in weld
Work piece dirty,
contaminated or moisture
Remove moisture and materials like
paint, grease, oil, and dirt, including
mill scale from base metal
 Loading...
Loading...