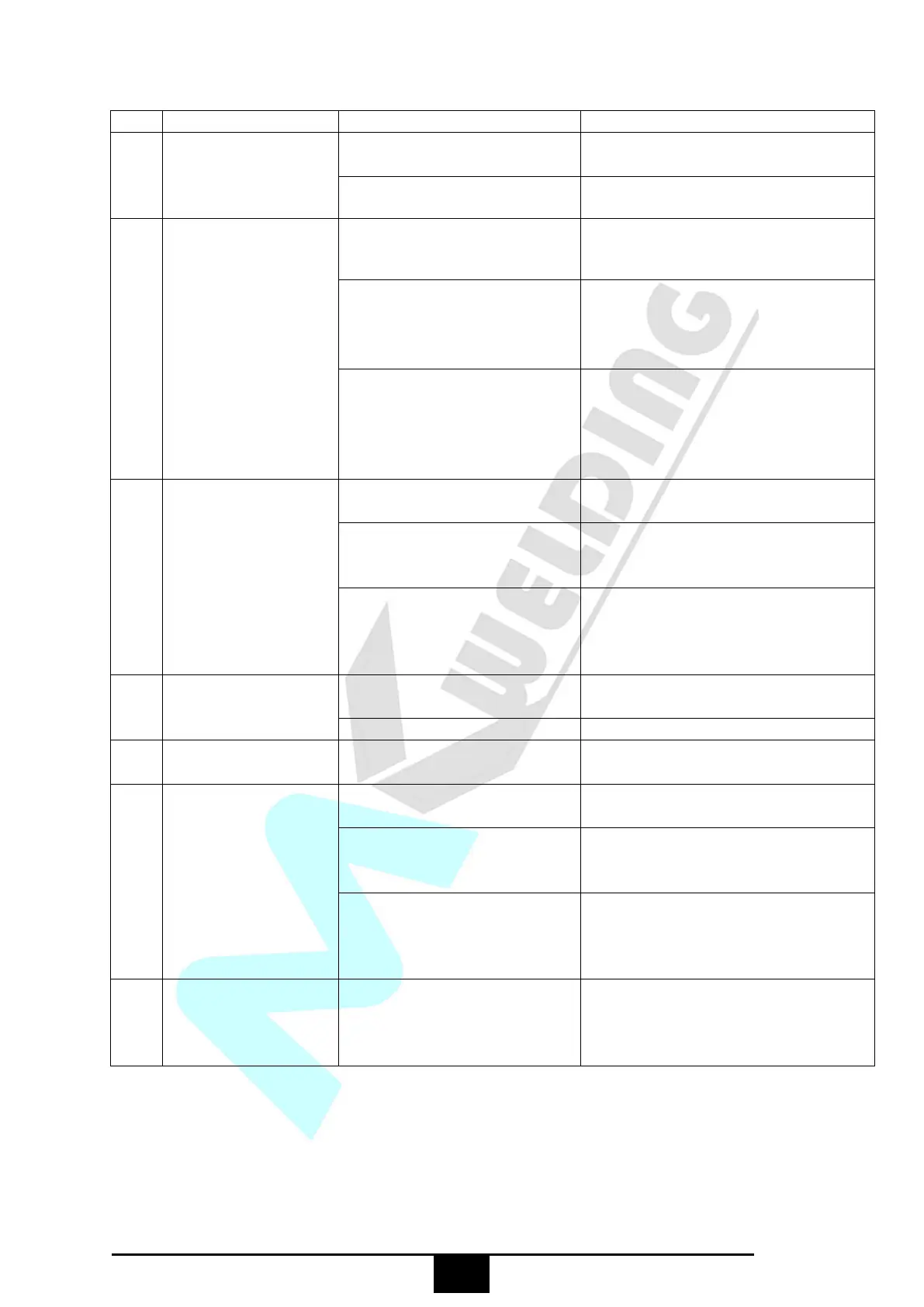
Decrease the amperage or choose a
larger electrode
Weld sits on top,
lack of fusion
Increase the amperage or choose a
larger electrode
Work piece dirty,
contaminated or moisture
Remove moisture and materials like
paint, grease, oil, and dirt, including
mill scale from base metal
Use the correct welding technique or
seek assistance for the correct
technique
Increase the amperage or choose a
larger electrode
Use the correct welding technique or
seek assistance for the correct
technique
Check the joint design and fit up,
make sure the material is not too
thick. Seek assistance for the correct
joint design and fit up
Excessive
penetration - burn
through
Reduce the amperage or use a smaller
electrode
Try increasing the weld travel speed
Unsteady hand, wavering
hand
Use two hands where possible to
steady up, practise your technique
Distortion −
movement of base
metal during
welding
Reduce the amperage or use a smaller
electrode
Use the correct welding technique or
seek assistance for the correct
technique
Poor joint preparation and or
joint design
Check the joint design and fit up,
make sure the material is not too
thick. Seek assistance for the correct
joint design and fit up
Electrode welds
with different or
unusual arc
characteristic
Change the polarity, check the
electrode manufacturer for correct
polarity
 Loading...
Loading...