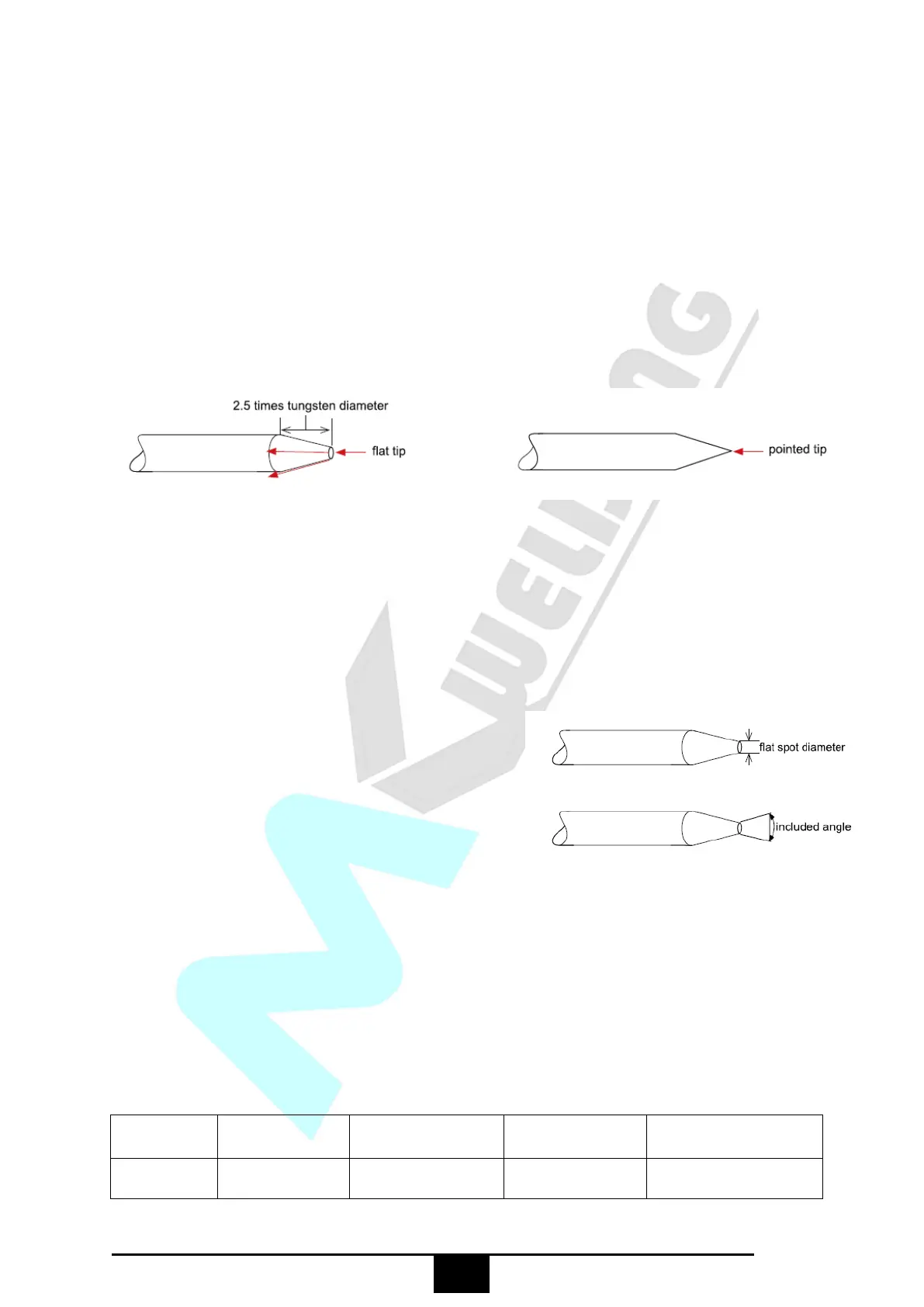
The shape of the tungsten electrode tip is an important process variable in precision arc welding.
A good selection of tip/flat size will balance the need for several advantages. The bigger the
flat, the more likely arc wander will occur and the more difficult it will be to arc start. However,
increasing the flat to the maximum level that still allows arc start and eliminates arc wonder
will improve the weld penetration and increase the electrode life. Some welders still grind
electrodes to a sharp point, which makes arc starting easier. However, they risk decreased
welding performance from melting at the tip and the possibility of the point falling off into the
weld pool.
Electrode Included Angle/Taper - DC Welding
Tungsten electrodes for DC welding should be ground longitudinally and concentrically with
diamond wheels to a specific included angle in conjunction with the tip/flat preparation.
Different angles produce different arc shapes and offer different weld penetration capabilities.
In general, blunter electrodes that have a larger included angle provide the following benefits:
• Last Longer
• Have better weld penetration
• Have a narrower arc shape
• Can handle more amperage without eroding.
Sharper electrodes with smaller included angle
provide:
• Offer less arc weld
• Have a wider arc
• Have a more consistent arc
The included angle determines weld bead shape and size. Generally, as the included angle
increases, penetration increases and bead width decreases.
Constant Included
Angle - Degrees
Current Range
Pulsed Amps
 Loading...
Loading...