6.5 N800i Weld Cycle Timing
This part explains how the inverter series controls main current and the weld gun. It
further explains what elements affect drop time. For short cycle welding, the gun drop
time and plunge time are critical components in the weld timing, so they must be
configured, understood, and used correctly to get the optimum results.
Here are the relevant settings for welding on the N800i:
•
F31 – Drop time. Use this function to measure \ configure the drop time of the gun.
While viewing this function (that is, with F31 on the display), attempt a weld. The
gun will lift and drop, but no weld current will pass. The gun’s drop time is
measured, stored, displayed, and used in weld timing as will be described later in
this document.
•
F2 – Plunge short circuit on‐time. This is the time that the weld current remains on
after the stud is scheduled to have hit the workpiece.
•
Front Panel Time – This is the (weld) time set on the front panel.
Here are some other definitions:
•
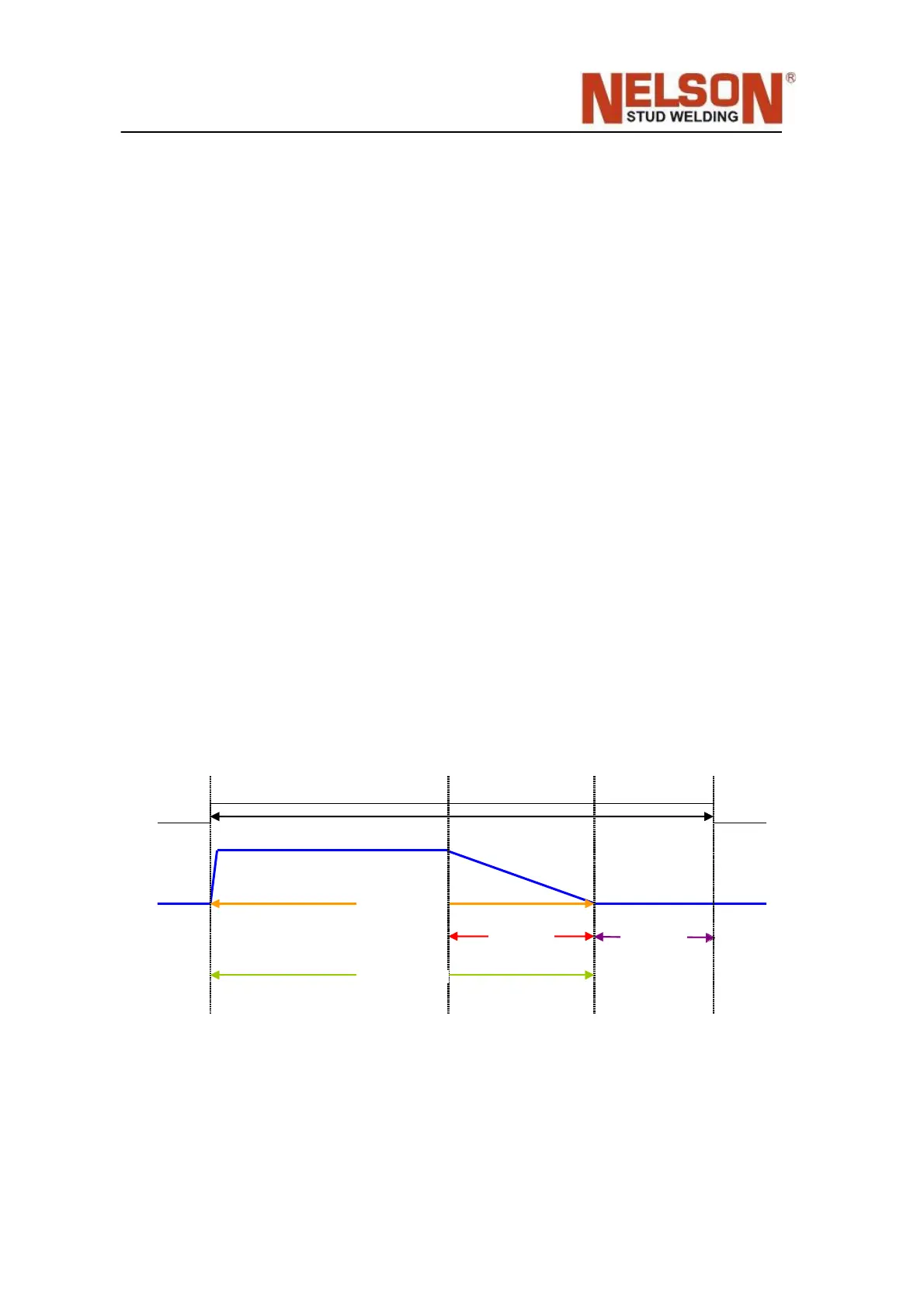
Main current time = Front panel time + Plunge short circuit on‐ time (F2.) The main
current time is the total time that weld cur‐ rent is delivered. See below.
Under normal conditions, critical times and events throughout the main current time
can be described as: