Tucker GmbH, Mail / Post: Max-Eyth-Str.1, 35394 Gießen, Germany
Stud welding unit N800i
As of 24.08.2021
Manual part number: BE 1227
6.7.1 “Short‐cycle‐method” ‐ Visual inspection
Inspection and testing of the weld is restricted in these operating and service
instructions to the visual inspection of welds. A description of the mechanical and
technological tests would go beyond the scope of these operating and service
instructions.
☞
See EN ISO 14555
1
for detailed information in this regard.
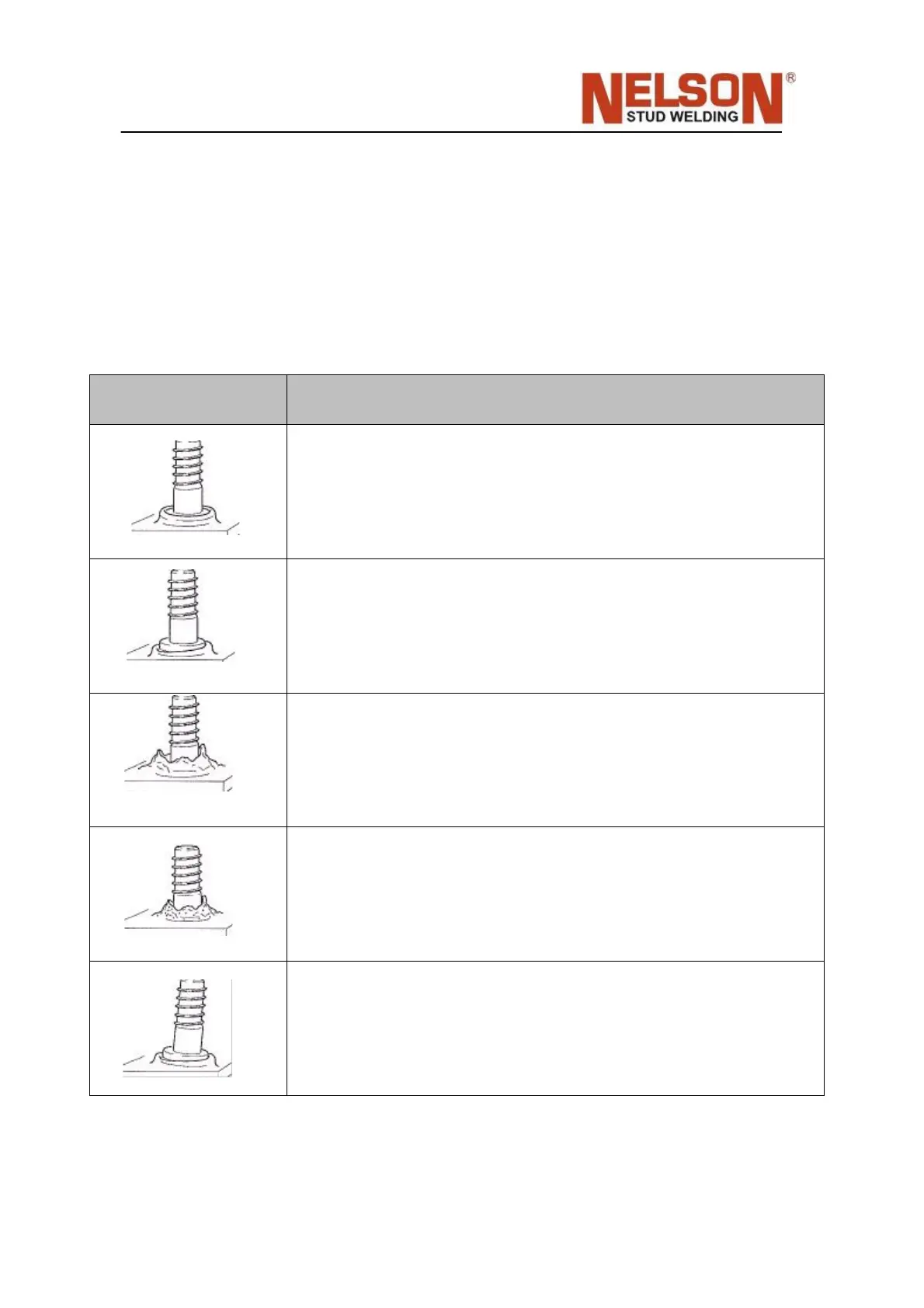
1. Perfect weld
Even flash weld ring, no perceptible errors. Corrective
measures: Not necessary. No alteration to the electrical and
mechanical parameters.
2. Faulty weld
Cross section not fully welded. Corrective measures: Increase
weld current and/or weld time, possibly change polarity.
3. Faulty weld
Large, uneven bead. Corrective measures: Reduce weld time
4. Faulty weld
Pores in flash weld. Corrective measures: Reduce weld time or
increase weld current, weld in shielding gas.
5. Faulty weld
Flash weld single-sided. Corrective measures: Eliminate
blowing effect by applying compensation earth ground or
correcting earth ground terminals
1.
EN ISO 14555: „Welding Arc stud welding of metallic materials“ (2006)