BASIC commands
PROGRAMMING MANUAL 137
Revision 1.0
fig. 36/i
3.2.193 MOVEABSSP
/i
0,0
AXIS 1
AXIS 0
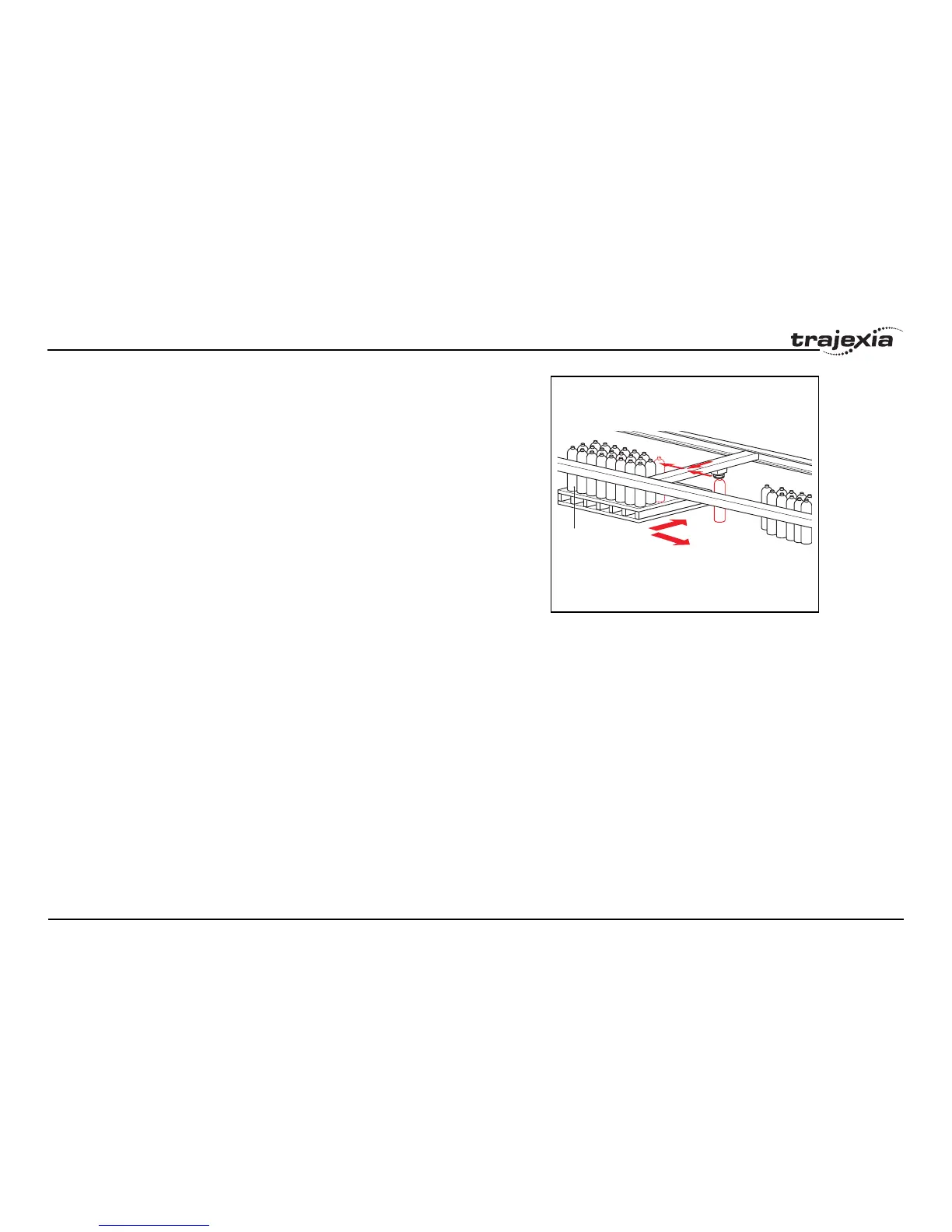
Example A pallet consists of a 6 by 8 grid in which gas canisters are inserted 185 mm
apart by a packaging machine. The canisters are picked up from a fixed point.
The first position in the pallet is defined as position 0,0 with the DEFPOS
command. The part of the program to position the canisters in the pallet is:
FOR x=0 TO 5
FOR y=0 TO 7
MOVEABS(-340,-516.5) 'move to pick-up point
WAIT IDLE
GOSUB pick 'call pick up subroutine
PRINT Move to Position: ;x*6+y+1
MOVEABS(x*185,y*185) 'move to position in grid
WAIT IDLE
GOSUB place 'call place down subroutine
NEXT y
NEXT x
See also AXIS, MOVE, MOVEABS, UNITS.
Type Axis command
Syntax MOVEABSSP(position_1 [ , position_2 [ , position_3 [, ...]]])
Description Forced speed version of the MOVEABS command. When the command is
loaded into the move buffer the FORCE_SPEED and ENDMOVE_SPEED is
copied into the buffer with the move.
This move type has exactly the same parameters as the non-forced speed
version MOVEABS.
Arguments The command can take up to 64 arguments.
• position_i
The position to move to for every axis in user units starting with the base
axis.