BASIC commands
PROGRAMMING MANUAL 83
Revision 1.0
fig. 27/i
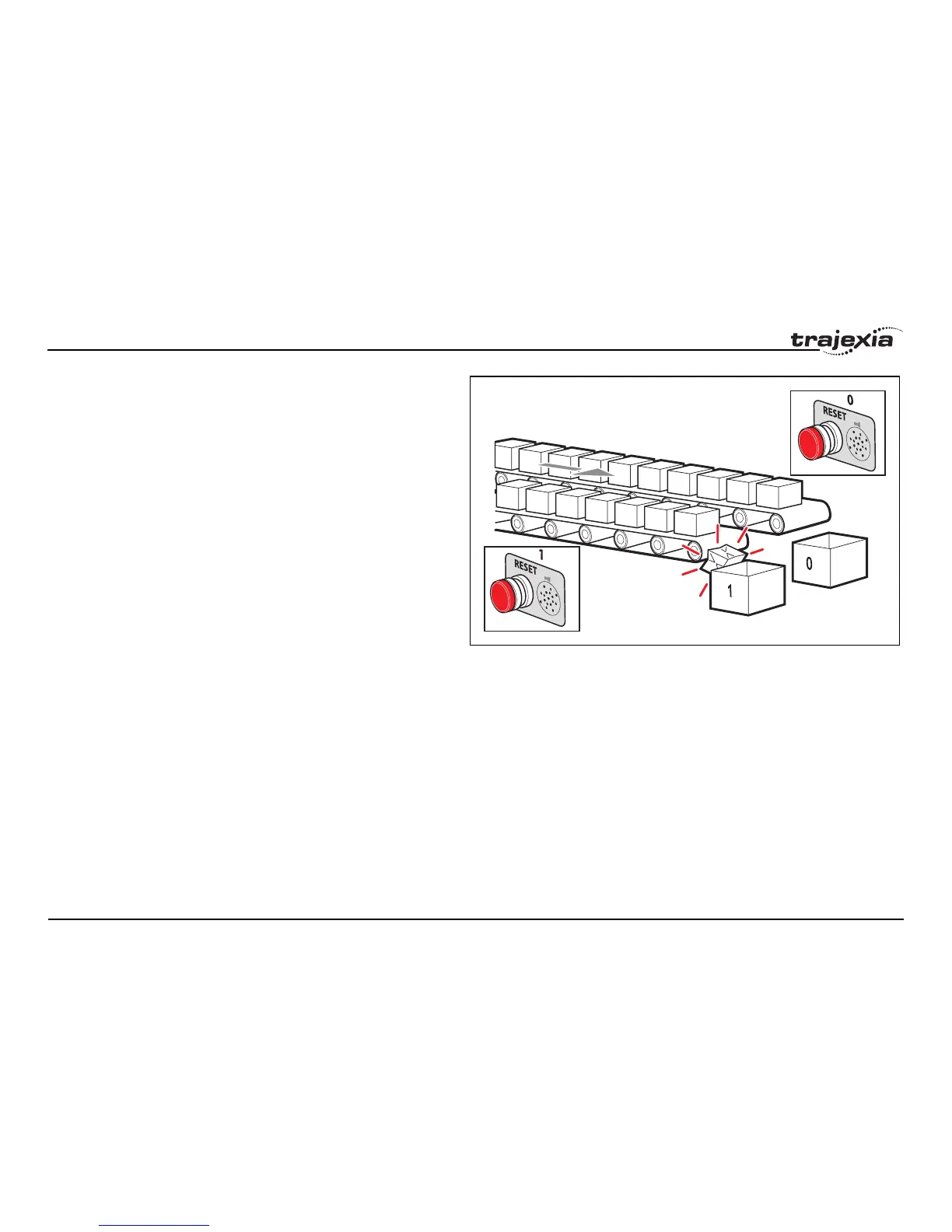
AXIS 1
AXIS 0
Example Two conveyors operated by the same Motion Coordinator are required to run
independently, to make sure that the second conveyor does not stop if the
first conveyor is blocked.
DISABLE_GROUP(0) 'put axis 0 in its own group
DISABLE_GROUP(1) 'put axis 1 in another group
GOSUB group_enable0
GOSUB group_enable1
WDOG=ON
FORWARD AXIS(0)
FORWARD AXIS(1)
WHILE TRUE
IF AXIS_ENABLE AXIS(0)=0 THEN
PRINT "motion error axis 0"
reset_0_flag=1
ENDIF
IF AXIS_ENABLE AXIS(1)=0 THEN
PRINT "motion error axis 1"
reset_1_flag=1
ENDIF
IF reset_0_flag=1 AND IN(0)=ON THEN
GOSUB group_enable0
FORWARD AXIS(0)
reset_0_flag=0
ENDIF
IF reset_1_flag=1 AND IN(1)=ON THEN
GOSUB group_enable1
FORWARD AXIS(1)
reset_1_flag=0
ENDIF
WEND
group_enable0:
BASE(0)
DATUM(0) ' clear motion error on axis 0
WA(10)
AXIS_ENABLE=ON
RETURN
group_enable1:
BASE(1)