OPTIMUM
MASCHINEN - GERMANY
Operation
Version 2.0.2 2014-11-04 Page 37Original operating instructions
B17Pro | B23Pro | B26Pro | B33Pro GB
4.4 Standard values for speeds with HSS – Eco – twist drilling
The above mentioned indications are standard values. In some cases it may be advanta-
geous to increase or decrease these values.
When drilling a cooling or lubricating agent should be used.
For stainless materials (e.g. VA – or NIRO steel sheets) do not center as the material would
compact and the drill bit will become rapidly blunt.
The workpieces need to be tensed inflexibly and stably (vice, screw clamp).
4.5 Switching on the machine
The drilling machine is switched on in the following order.
Turn the change-over switch into the neutral position (0).
Push the green push-button, and wait two seconds.
Turn the change-over switch into the desired direction of rotation. The rotation of spindle
starts.
4.6 Switching off the machine
Push the red push-button, or turn the change over switch into the neutral position (0).
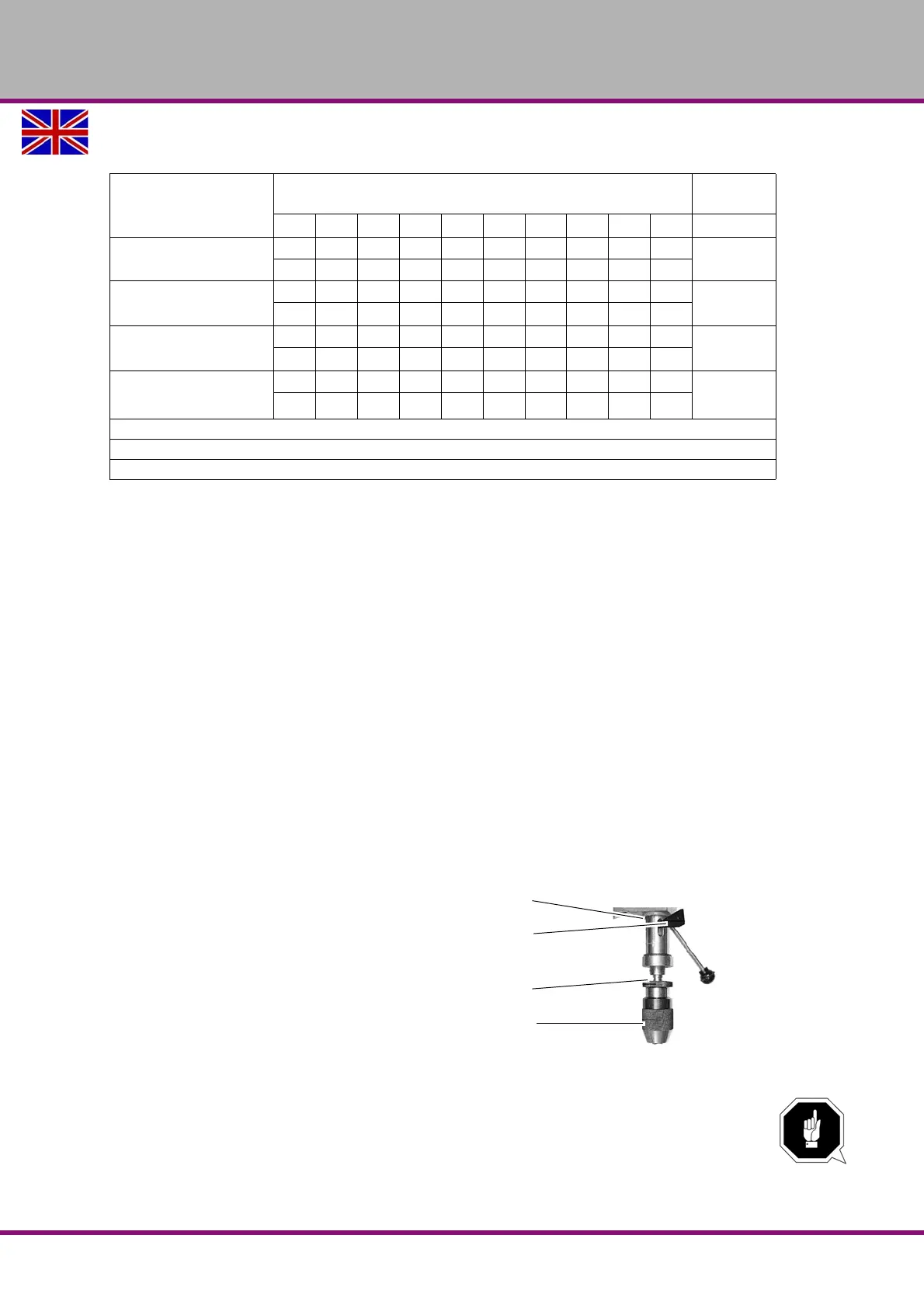
4.7 Quick-action drill chuck
The bench drilling machine is equipped
with a RÖHM quick-action drill chuck.
In order to clamp a drill bit, hold the upper
part of the quick-action drill chuck and turn
the lower part.
Img.4-5: Quick action - drill chuck
ATTENTION!
Make sure that the clamped tool is firmly and correctly fitted.
Material
Cutter diameter
Cooling
3)
2345678910
Steel, unalloyed,
up to 600 N/mm
2
n
1)
5600 3550 2800 2240 2000 1600 1400 1250 1120
E
f
2)
0.04 0.063 0.08 0.10 0.125 0.125 0.16 0.16 0.20
Structural steel, alloyed,
quenched and subsequently
drawn, up to 900N/mm2
n 3150 2000 1600 1250 1000 900 800 710 630
E/oil
f 0.032 0.05 0.063 0.08 0.10 0.10 0.125 0.125 0.16
Structural steel, alloyed,
quenched and subsequently
drawn, up to 1200 N/mm2
n 2500 1600 1250 1000 800 710 630 560 500
Oil
f" 0.032 0.04 0.05 0.063 0.08 0.10 0.10 0.125 0.125
Stainless steels up to 900 N/
mm2
e.g. X5CrNi18 10
n 2000 1250 1000 800 630 500 500 400 400
Oil
f 0.032 0.05 0.063 0.08 0.10 0.10 0.125 0.125 0.16
1): Speed [ n ] in r/min
2): Feed [ f ] in mm/r
3): Cooling: E = Emulsion; oil = cutting oil
Drill sleeve
Drill drift
Upper part of quick-
action drill chuck
Lower part of quick-
action drill chuck