33
OrionWelders.com
ch.5
generated by the electrons impacting
the work piece than the atoms striking
the electrode.
ELECTRODE SHAPE
e electrode shape is a very important aspect to consider and has a significant impact when
welding various metals. e shape of the electrode will greatly affect the welding plasma
created during the arc. Poor electrode shape will lead to plasma arcs that are not repeatable
while good electrode shape will help the plasma arc to discharge smoothly from the welding tip.
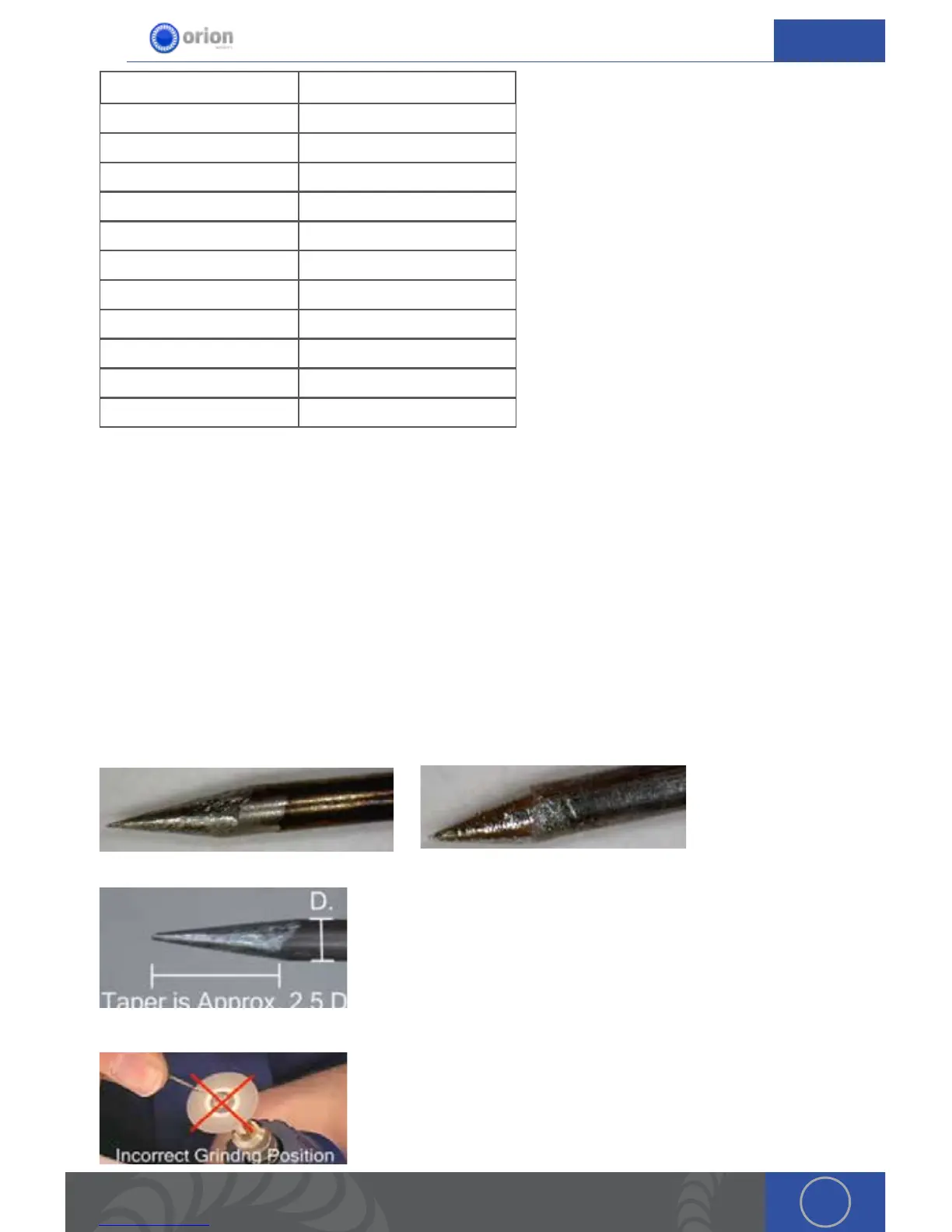
e grinding direction to sharpen the electrode is very important. When grinding, make sure
that grind marks run parallel to the electrode shaft. Parallel grind marks will allow the plasma to
discharge uniformly and smoothly from the electrode. Grinding the electrode such that circular
rings or marks show up will lead to a poor plasma arc, affecting weld quality. e plasma will
discharge inconsistently from the electrode ridges and may become unstable, oscillating in
time. e weld spot will not be repeatable.
As a rule of thumb the electrode should be ground so that
the taper is approximately 2.5x the diameter. e resulting
electrode shape is a good general shape for easy arc ignition
and excellent weld spots.
Always grind the welding electrode so that grind marks
run parallel to the electrode shaft. Placing the electrode
incorrectly on the diamond wheel will produce circular grind
marks and poor weld results.
Good Bad
Material Melting Point (deg C)
Zinc 420
Aluminum 660
Silver 962
Gold 1064
Copper 1083
Stainless 304 1450
Carbon Steel 1500
Titanium 1660
Platinum 1772
Niobium 2468
Tungsten 3410