100c User Manual
24
ch.3
CHAPTER 3: PULSE ARC WELDING
*all welding examples in this chapter were performed with an Orion 150s and are solely used in
this user manual to explain principle.
Welding Basics
e Orion is a pulse-arc welder and a capacitive discharge resistance welder in one. is
combination of abilities allows for infinite creative possibilities. In its Tack Mode the Orion can be
used to temporarily position parts before welding or soldering. By increasing the energy output it
can also be used as a permanent fusion welder (resistance welder, spot welder). In its Pulse Arc
Mode, the Orion can be used to perform permanent welds, add metal, and do a variety of other
amazing and time saving applications.
WHAT IS A PULSEARC WELDER?
A pulse-arc welder is a specialized type of a Tungsten Inert Gas (TIG) welder. In TIG welding, a
sharpened tungsten electrode is used in combination with electrical energy to start and sustain
a high temperature plasma stream - an arc. is plasma arc is used as a heat source to melt the
work piece metal. Filler metal can also be added to build up joints and create strong and reliable
weld “beads”, or weld seams.
TIG welders can use AC (alternating current) or DC (direct current) energy to initiate the pulse-arc-
weld. e Orion uses industrial capacitive discharge technology to produce the pulse-arc weld.
Because AC wall voltage can vary up to 20% during the day, capacitive welders have the advantage
over AC technologies of precisely storing energy before the welding process. is means that the
Orion will produce a repeatable weld independent of AC power fluctuations.
PULSE ARC WELDING FUNDAMENTALS
Pulse Arc welding uses electrical energy to create a plasma discharge. e high temperature
plasma in turn melts metal in a small spot. is process takes place in milliseconds. e process
is clean, and very controllable – perfect for intricate and minute welding applications.
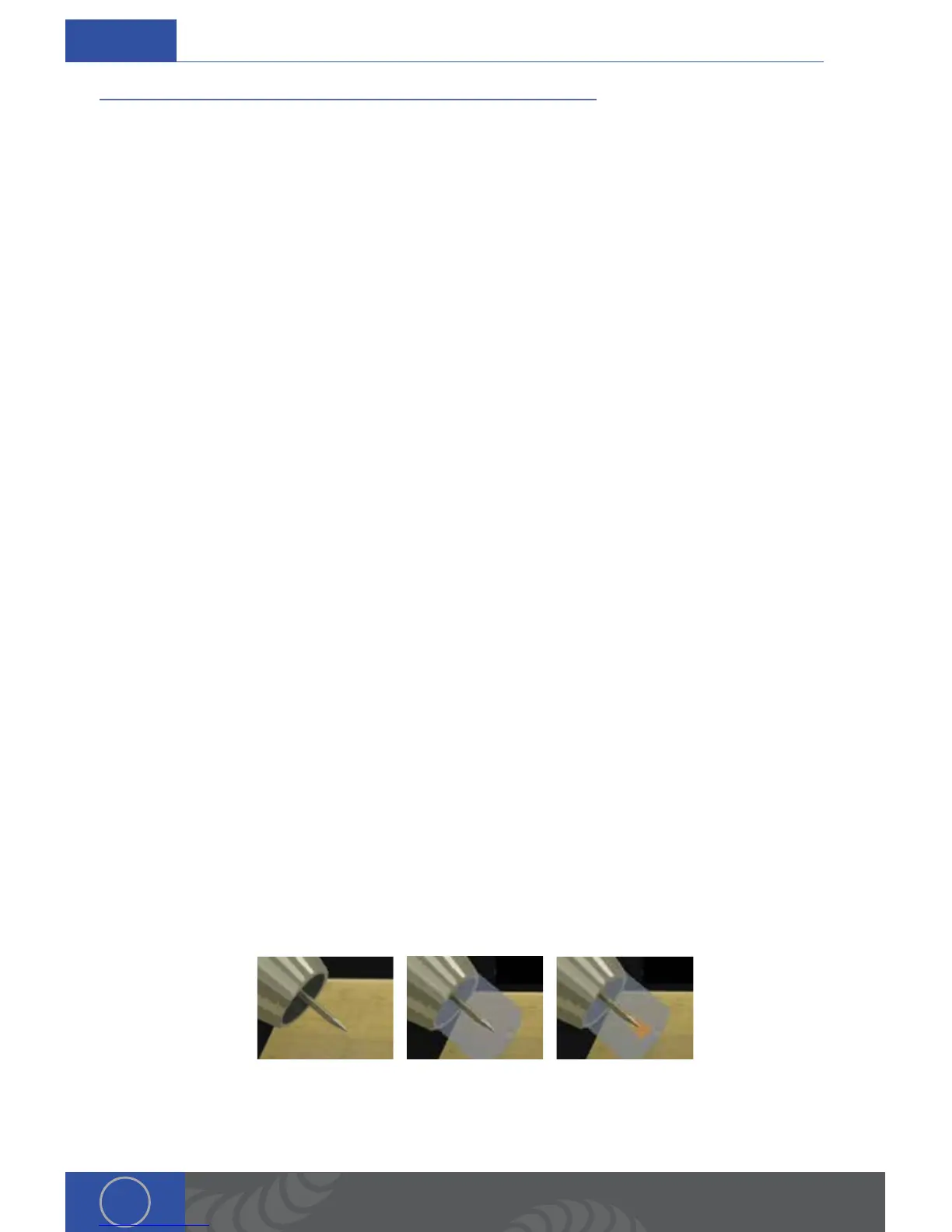
e Orion’s welding process (See image on top of next page). 1. e user touches the electrode to
the surface with very light pressure. 2. e Orion turns on the shielding gas (argon). 3. e Orion
retracts the electrode and sends a burst of electrical energy – forming a plasma arc. Please note
that the weld is only made after the electrode lifts from the work piece surface – therefore it is
important to use very light pressure.
*Remember that the weld is created only when the electrode lifts from the work piece surface.
is means that using too much pressure will prevent a weld from taking place and will also
damage your electrode.