57
OrionWelders.com
ch.11
joints were the Orion can penetrate approximately ½ to ¾ of the way through the material an “I”
seam may be appropriate. e weld location should be cleared of solder as this will reduce weld
quality.
ARE THERE SPECIAL JOINT PREPARATIONS NEEDED WITH TACK/FUSION WELDING?
Just as in pulse-arc welding, all solder should be removed if a strong metal to metal tack/fusion
weld is desired. Tacking can be used to weld solder in place, or to temporarily tack a work-piece to
a solder layer.
CAN I USE TACK MODE TO PLACE SOLDER GRANULES OR PIECES BEFORE A SOLDERING TORCH
IS USED?
Yes, this is a very simple process. A variety of hand pieces are available.
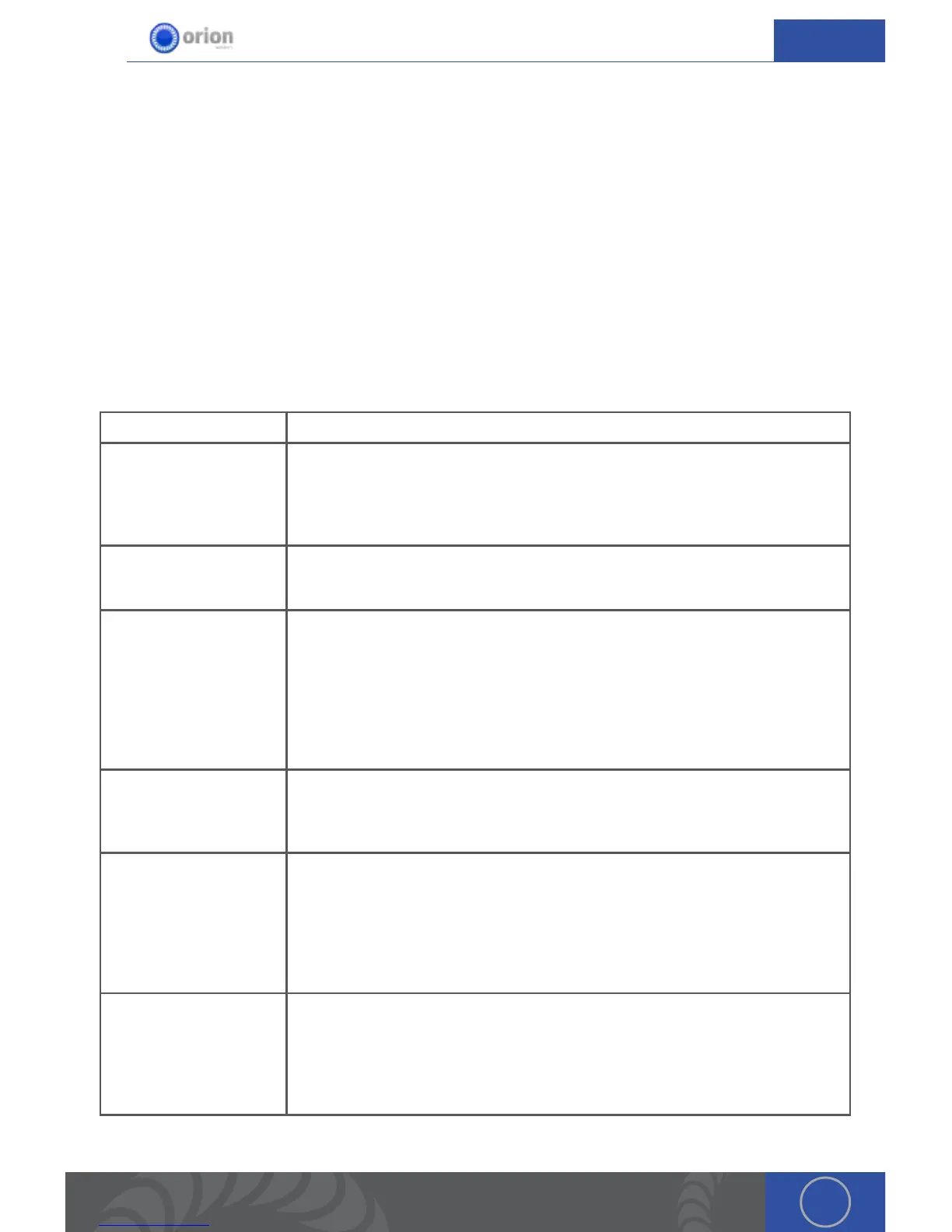
Trouble Shooting
Problem
Solution(s)
My welder won’t turn on. •Verify that the power cord is plugged into the rear panel of the Orion and also into a
power outlet.
•Do NOT use an extension cord with the Orion.
•Check the circuit breaker for that particular power receptacle.
•Check and replace any blown fuses in the Orion’s Fuse Bay.
My electrode keeps sticking
before I even weld.
•Clean the work-piece at the weld site.
•Clean or sharpen the electrode.
•Increase the energy slightly to add more energy to the arc.
I can trigger a weld, but it
always aborts and does
nothing.
•Hold the stylus steady so that the electrode continuously contacts the work-piece. If
contact is lost, even for an instant, the weld will abort.
•Verify that the attachment plugged into the + terminal is making constant contact with
the work-piece.
•Clean the surface of the work-piece at the weld site. Oil, carbon deposits, and other
residue can cause continuity to be lost.
•Verify that the electrode is sharp and not deformed at its tip. Replace or sharpen the
electrode as necessary.
My electrode keeps sticking
when I weld.
•Verify that the current mode is not Tack Mode.
•Hold the stylus so that there is less pressure on the electrode. Very low energy settings
will require extremely little pressure on the electrode.
•Increase the energy slightly to add more energy to the arc.
I’m set to Auto Trigger
(Touch Detect) but nothing
ever happens when I touch
the electrode to my work-
piece.
•Verify that the work-piece is clipped to, or touching, an attachment that is securely
plugged intothe + Arc terminal.
•Verify that the play button is green.
•Verify that the stylus connector is completely inserted into the stylus receiver on the
front panel. Disconnect and reconnect it following the procedure given in the Setup
Instructions.
•e work-piece is not conductive and cannot be arc-welded with the Orion.
My welds look dirty or
blackened.
•Change the flow rate of the shielding gas. Between 5 -10 PSI is recommended.
•Decrease the length of exposed electrode to bring the work-piece closer to the stylus
nozzle.
•Verify that there are no gas leaks at the gas receiver on the rear panel of the Orion and
also at the stylus connector on the front panel. Note: Gas cannot leak from the stylus
connector except during a weld.