17OrionWelders.com
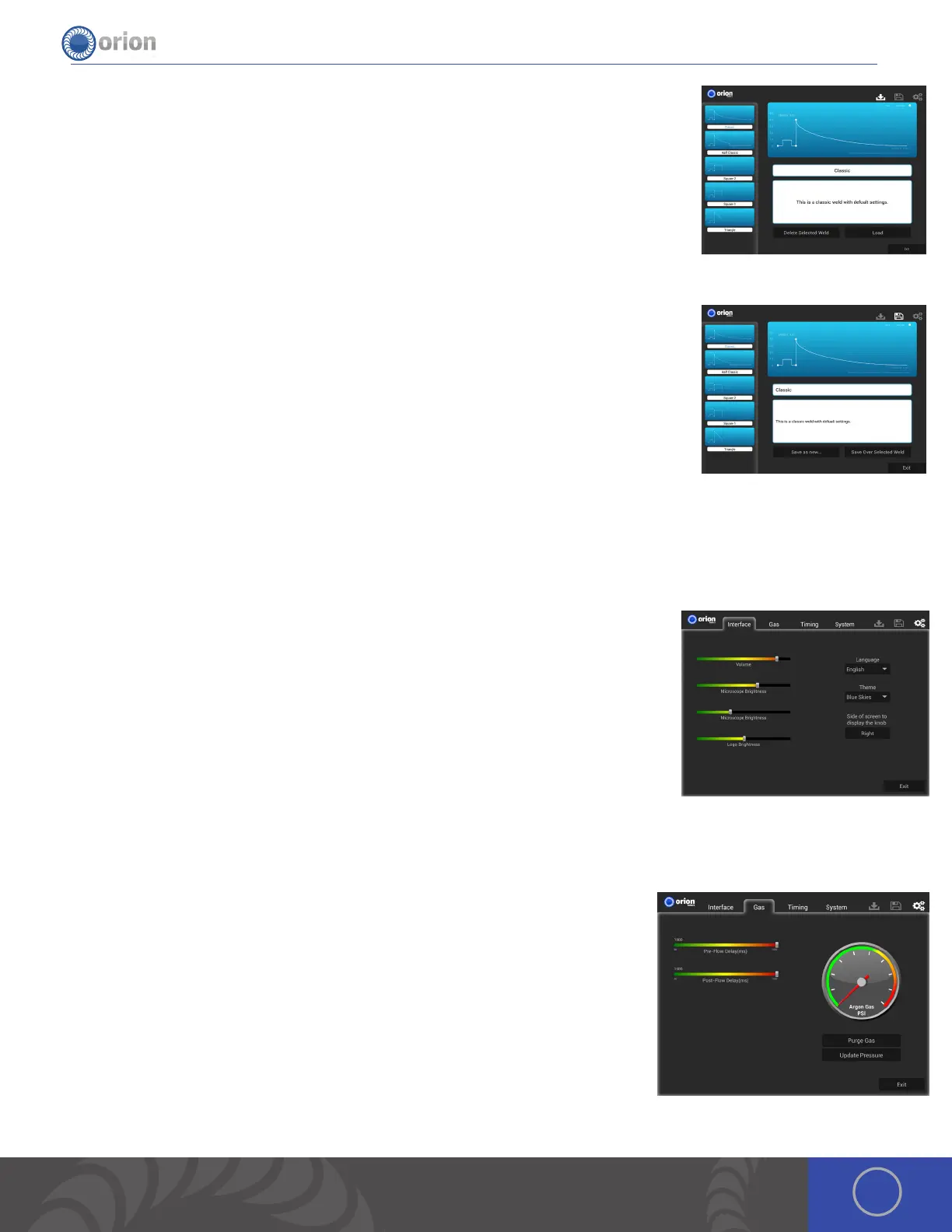
Load Tab
Touch the Load Button to open previously saved weld parameters. is feature will allow
users to select from their list of previously saved weld parameters by simply scrolling
through and touching the desired previously saved weld parameter they would like to load
to the welder. *After selecting the saved setting remember to verify the spot size before
welding a new work-piece. Remember to touch “Reset” before welding a new work-piece
that will require different parameters.
Save Tab
Touch the Save Button to create a custom weld parameter. is feature will save all the
current weld parameter settings as seen on the Arc Screen. After touching the save button
follow these steps:
1. Type in a name for the new setting or choose an existing saved setting on the left and it will
be replaced with the current setting.
2. Insert any notes that would be useful to remember when returning to this custom setting.
Settings Tab
INTERFACE TAB
Here users can adjust the Volume, Screen Brightness, Microscope Brightness, and Logo
Brightness. Simply slide your finger left and right on the slider bars to change these
settings.
Language Button - Touch the Language dropdown to select the language option of
your choice.
eme Button - Touch the eme dropdown to select the screen color of your choice.
Power Control Knob Placement - Choose to have the power control knob on the left or right.
GAS TAB
e Gas Tab allows users to change the default gas flow settings to adjust gas flow
behavior.
Pre-flow Delay - Allows users to control the amount of shield gas released before
the weld occurs. An increased pre-flow delay can be used to allow for complete
clearing of the gas line and good shielding at the weld spot. is can be used in
applications that require the electrode tip to stick out further from the Stylus Hull
opening than is normal. e pre-flow delay can be alternatively shortened for
applications that have a short distance from the electrode tip to the Stylus Hull
opening. *It is recommended to use the default settings for all other applications.
Post-flow Delay - Allows users to have control of the amount of shield gas released after the weld. Materials that solidify
quickly do not need the system to maintain an inert gas environment for as long, while materials that remain in a molten
 Loading...
Loading...



