19OrionWelders.com
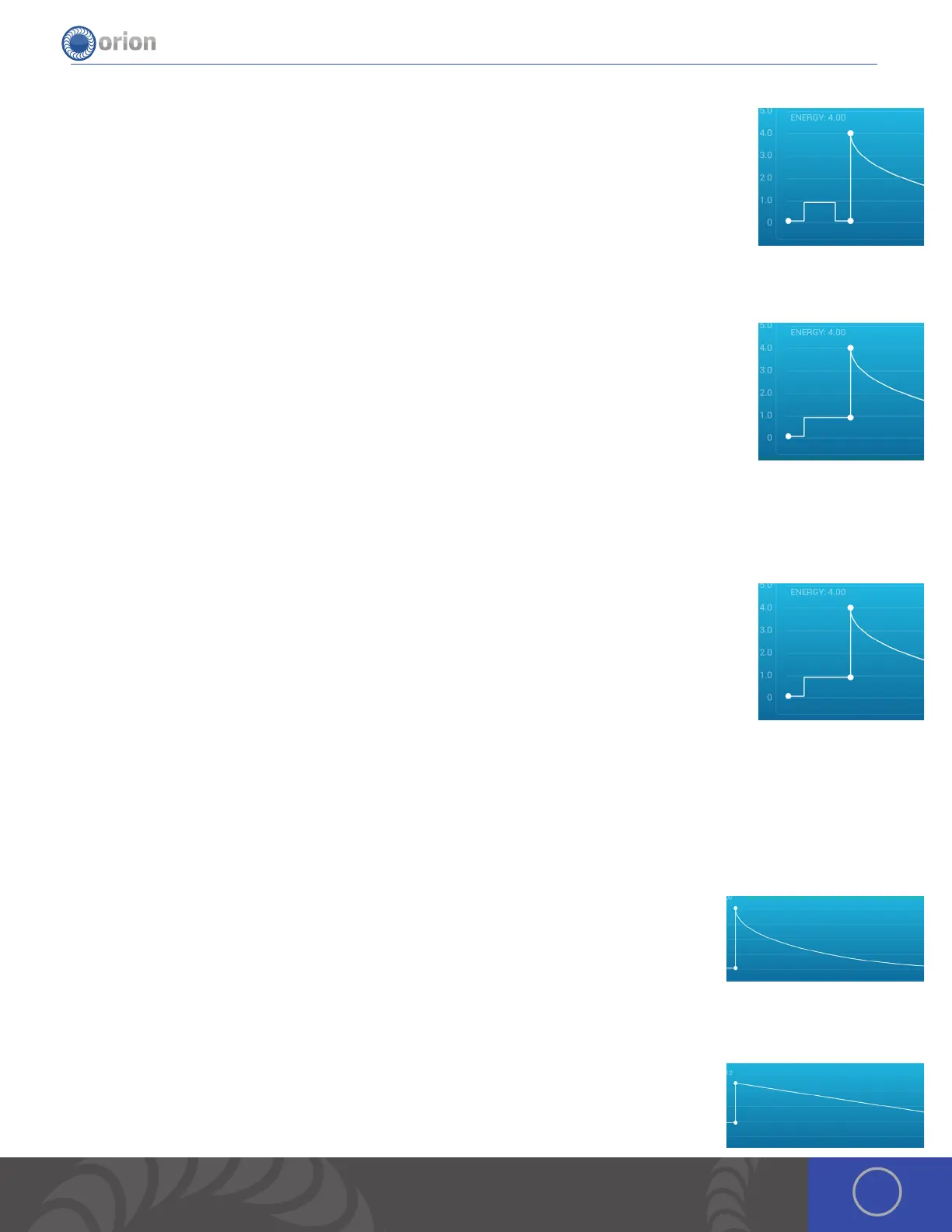
STANDARD PLUS WELD IGNITION:
Standard Plus weld ignition mode is similar to Standard weld mode, with the addition of a pilot arc.
e weld timing is adjusted to have the weld take place soon after the electrode lifts off the work-
piece surface. e pilot arc insures that the weld will take place even if there is slight movement
from the user.
Advantages: Produces considerably less electrode contamination. Standard Plus weld ignition is a
great all-around weld ignition mode, and recommended for most welding applications.
Disadvantages: e possibility of electrode contamination remains if the operator pushes the
electrode into the work-piece too forcefully (remember to touch with light pressure for best results).
TIP SAVER WELD IGNITION:
In Tip Saver weld ignition mode, the welder uses internal detection circuits, in conjunction with the
weld pilot arc, to determine when the electrode has left the work-piece surface. When this internal
detection occurs, the welder initiates the main weld pulse to produce the weld spot. Tip Saver mode
is recommended for flat, easy to reach weld surfaces.
Advantages: Due to the electrode being off of the work-piece surface when the main weld ignites,
less electrode contamination will occur and electrode life will increase significantly.
Disadvantages: Tip Saver mode is not recommended for awkward or tight geometry welding
surfaces. Since the arc is generated after the electrode has left the work-piece, the arc will take the path of least resistance
and might not touch the exact point that was desired. For example, welding a 90-degree joint in Tip Saver mode may
produce a weld on the side walls of the joint instead of drawing the joint together.
TIP SAVER PLUS WELD IGNITION:
In Tip Saver Plus weld mode, the welder uses internal detection circuits, in conjunction with the weld
pilot arc, to determine when the electrode has left the work-piece surface. When detection occurs,
the welder first initiates a higher current pilot arc that better helps the weld jump the electrode to
work-piece gaps. After the higher current pilot arc has been activated, the main weld spot occurs.
Advantages: Due to the electrode being off of the work-piece surface when the main weld ignites,
less electrode contamination will occur and electrode life will increase significantly. Tip Saver Plus
is also better suited for exceptionally small and fine pieces.
Disadvantages: Similar to Tip Saver mode, Tip Saver Plus mode is not recommended for awkward
or tight geometry welding surfaces. Since the arc is generated after the electrode has left the work-piece, the arc will take
the path of least resistance and might not touch the exact point that was desired. However, Tip Saver Plus will give better
results than Tip Saver in these awkward welding surfaces.
Waveforms
CLASSIC
Classic weld waveforms have the advantage of high peak currents/powers with exponential
waveform decay. e weld waveform decay allows the molten material to settle and cool more
gradually by the end of the weld.
Advantages: Good weld penetration with good weld smoothing.
Disadvantages: Weld times and shapes are limited to preset values.
TRIANGLE
e Triangle waveform behaves similarly to classic mode in weld cooling characteristics.
However, Triangle mode allows the user to adjust the slope of the weld waveform by adjusting
the weld time. e combination of weld power/current and weld time determines the total
energy contained in the weld waveform.
 Loading...
Loading...



