Operator Manual
Aligning the shot on the crosshair
WARNING! Inspect the inside of the welding chamber only through the relevant window. Always keep the hands away from the path of the LASER
beam.
When the welding spot does not hit the centre of the crosshair, it can be corrected as described below:
Checking alignment
1. Set the following parameters 1.0 KW, time 1.0 mS, frequency 0 Hz and minimum SPOT size.
2. Position the steel sheet, supplied in the accessories kit, on the focusing support (D2116466) and fire a shot.
3. Check the position of the shot with respect to the crosshair; if the spot intersects the crosshair in the centre, alignment is not required.
Correcting alignment
Take great care to avoid inadvertently activating LASER emission when performing realignment operations.
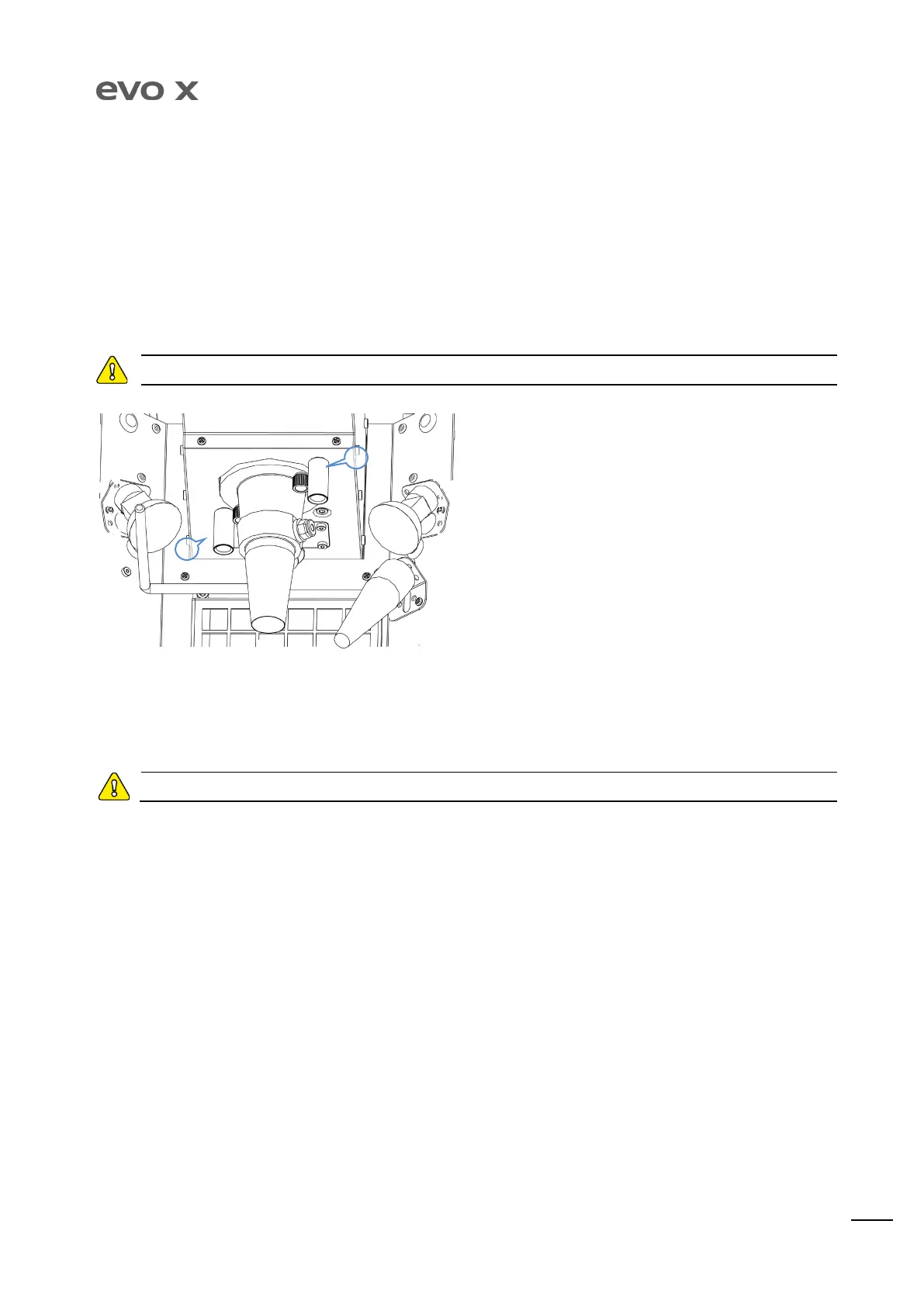
With the equipment in stand-by, locate the aluminium pipe latch. At
the latch end run, find the screws for adjustment of the shot position.
This screw is positioned by the manufacturer. Using the 3 mm Allen
key supplied, operate on screws 1 and 2.
• Moving screw 1 shifts the welding point on the vertical axis
(by tightening it moves upwards, by loosening it moves
downwards).
• Moving screw 2 shifts the welding point on the horizontal
axis (by tightening it moves to the right, by loosening it
moves to the left).
Use small movements, check and continue to operate until the shot
coincides perfectly with the centre of the crosshair.
The alignment screws have aluminium guides to make them easier to
Extraordinary maintenance
Extraordinary maintenance is envisioned only following an anomaly or a large loss of power. Consult the Diagnostics chapter for additional
information
Extraordinary maintenance may only be carried out by OROTIG S.p.A. personnel or authorised by the same.
Recommendations
For a good Laser Welder efficiency, we recommend:
• Installation in an environment not too hot and away from heat sources; the higher the ambient temperature, the lower the efficiency
of the cooling circuit/heat exchanger.
• Keeping it away from equipment that produces moisture or dust, such as sandblasters, vaporisers, and so on.
• Following the indications in the manual, reading the safety and maintenance paragraphs.
• Only use the original spare parts listed in this manual.
• Use only demineralised water as a coolant. Using water or liquids other than the indicated one can compromise operations.
• Do not remove the safety devices.