Commissioning and maintenance
46 02.00|ROTA TP |en
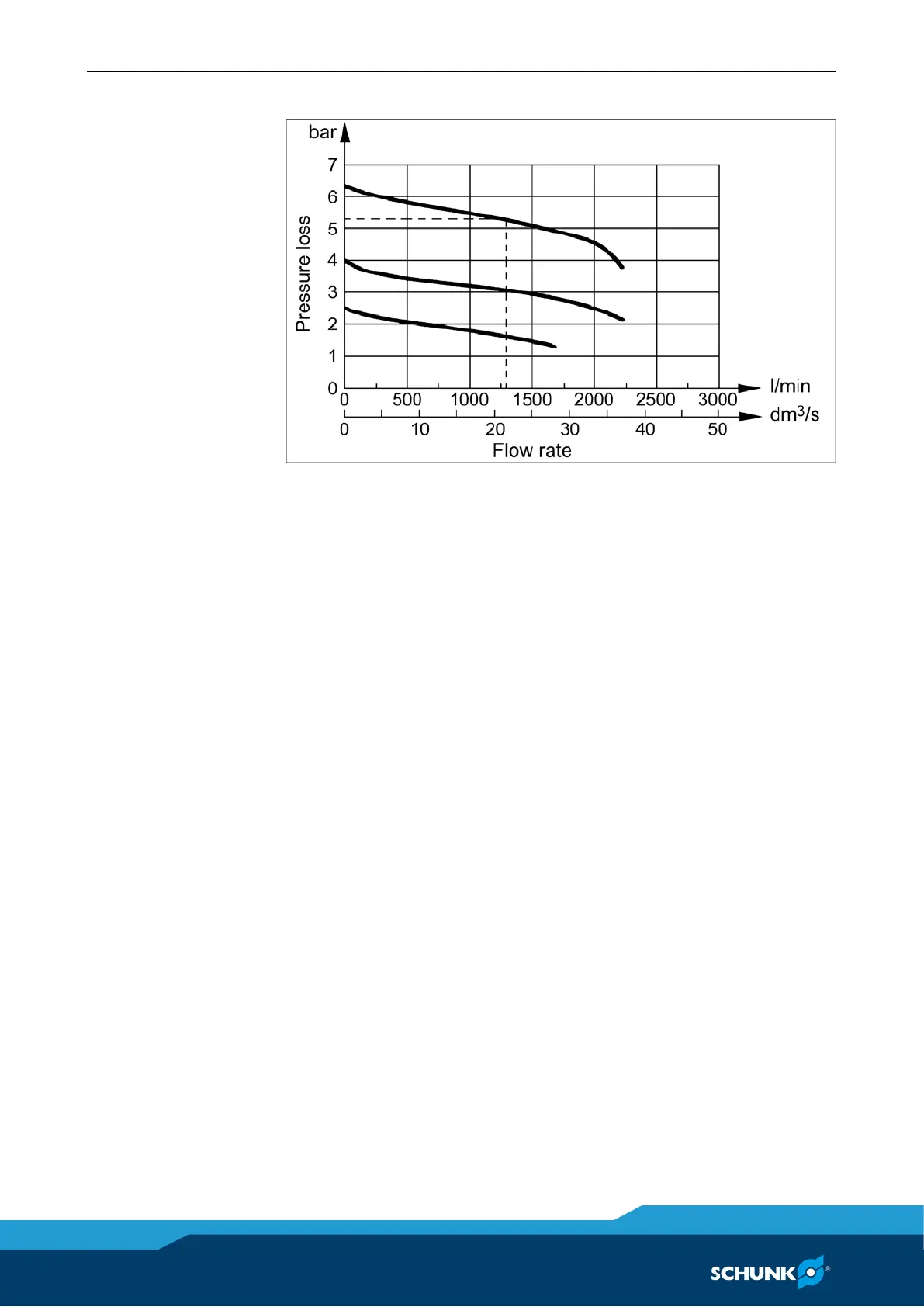
Flow rate characteristic curves and pressure drops
Cleaning and lubrication of the chuck
The uniform clamping force, accuracy, and life span of the chuck
depend greatly on regular cleaning and sufficient lubrication. Rust,
scale, casting dust, and chips produce friction and reduce motion.
As such, the chuck must be lubricated with LINOMAX special
grease paste from a grease gun at the three base jaw lubrication
nipples every 20 – 30 operating hours. The chuck must be actuated
two to three times without a workpiece to achieve grease distribu-
tion by means of the completely extended jaw stroke.
The valve system of the chuck must be occasionally lightly lubricated
with oil after the locking screw has been removed on the face side
of the chuck. The non-return valve is removed from the bore hole,
and the bore hole and the valve are cleaned to remove dirt and
any foreign bodies.
The fine serration of the base jaws and top jaws must be cleaned
when the hardened reversible jaws or soft top jaws are adjusted,
because otherwise the true running accuracy will be reduced.
Foreign matter, such as dust, scale, casting dust, and fine chips,
penetrates into almost every chuck, even though there is optimal
sealing provided by the hardened guide bushing in the through-
hole and by the closed base jaws. Coolant washes away lubricant.
Therefore, every chuck occasionally must be completely disassembled,
cleaned, and lubricated, and the sealing rings replaced. The time for
which the chuck can be used before full maintenance is required
depends on the level of dirt it accumulates and the clamping frequency.
As such, it is not possible to specify a generally applicable rule for this.