Page 54
7.8B PIPE NOTCHER OPERATION
The Pipe Notcher is a vendored item for Scotchman Industries.
The following is the manufacturer’s recommendation for maintenance and alignment of this tool.
PLEASE READ CAREFULLY BEFORE USE OF TOOLING.
TO ACHIEVE THE BEST RESULTS FROM YOUR UNIT,
PLEASE OBSERVE THESE SIMPLE RULES:
A. Keep the unit clean. Whenever dirt or metal chips accumulate, remove the 8mm limit screw
located in the center at the rear of the punch. Lift out the punch-holder and the two springs
(1/2 x 3"). Clean the unit with solvent.
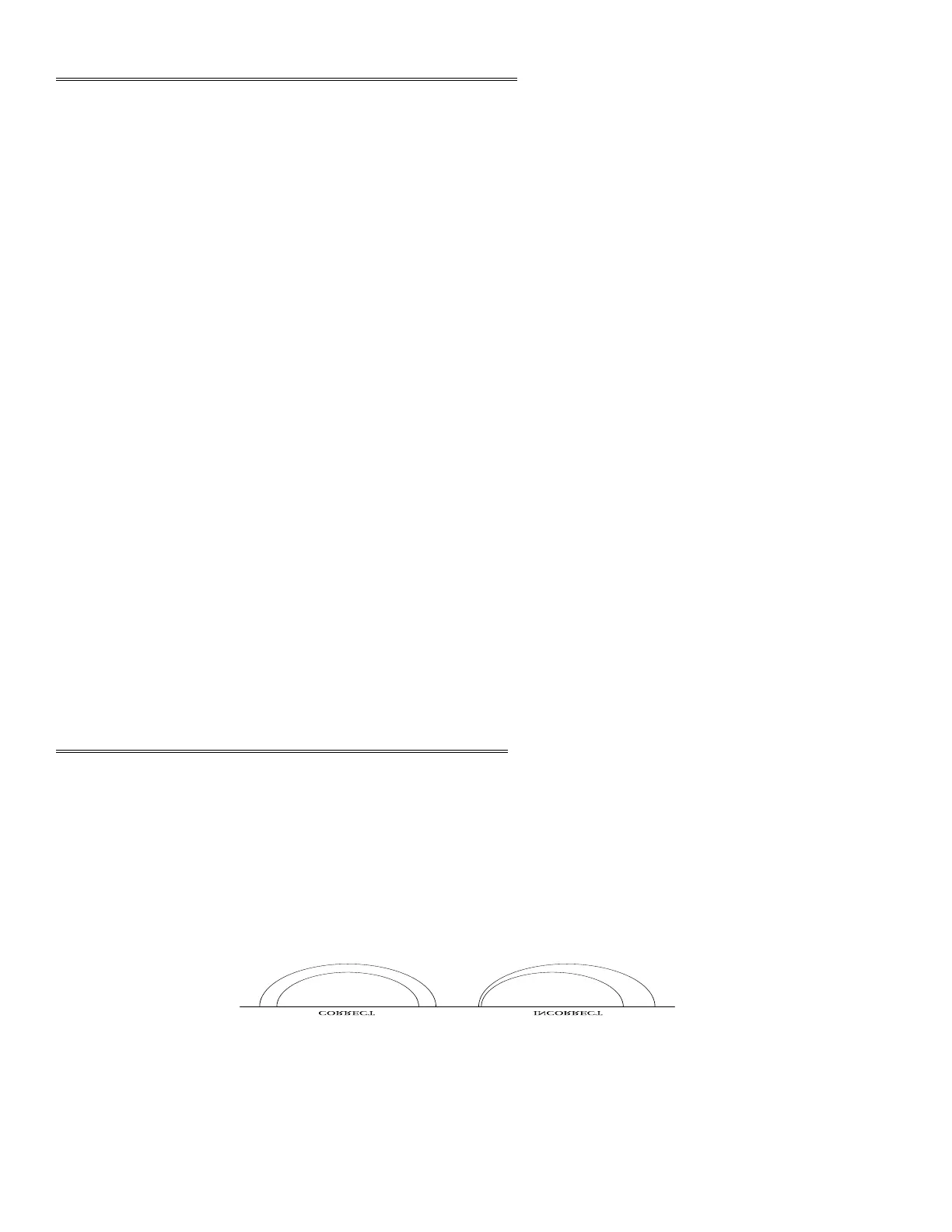
B. Check the alignment of the unit. After cleaning the unit, always check the alignment of the punch
and die section. To check the alignment, insert the punch and holder, without the springs, into the
housing and check the gap. SEE FIGURE 23 BELOW.
If proven correct, tighten the two M-10 socket head screws holding the die section in place. Apply some
high pressure lube all around the inside of the housing, then re-assemble the unit, reversing the above
procedures.
⌦
CAUTION: WHEN USING THIS TOOL, ALWAYS WEAR SAFETY GLASSES.
Before operation, lubricate the sides and back of the upper die with way oil. Repeat this lubrication once
daily. Cutting blades should be lubricated with a cutting oil or motor oil before making the first cut and
after every 10 to 15 cuts.
7.8C PIPE NOTCHER CAPACITIES
Two inch (2") Schedule 40 is the maximum thickness that can be cut. Lighter weight tubing may be cut,
but will probably require different dies for best cutting results. Lighter tubing up to this diameter can be
cut with appropriate dies. Separate dies are required for each size pipe or tubing being notched.
FIGURE 23
 Loading...
Loading...
