139
Årsak Defekt elektronikk.
Løsning Henvend deg til det nærmeste senter for teknisk
assistanse for å reparere anlegget.
Instabilitet i buen
Årsak Gale sveiseparameter.
Løsning Utfør en nøyaktig kontroll av anlegget for sveising.
Henvend deg til det nærmeste senter for teknisk
assistanse for å reparere anlegget.
Altfor mye sprut
Årsak Gal buelengde.
Løsning Reduser avstanden mellom elektroden og stykket.
Årsak Gale sveiseparameter.
Løsning Reduser sveisestrømmen.
IInkludering av slagg
Årsak Utilstrekkelig fjerning av slagg.
Løsning Utfør en nøyaktig rengjøring av stykkene før du
utfører sveisingen.
Årsak Elektrodens diameter er altfor stor.
Løsning Bruk en elektrod med mindre diameter.
Årsak Gal forberedelse av kantene.
Løsning Øk riflenes åpning.
Årsak Gal modus for utførelse av sveising.
Løsning Reduser avstandet mellom elektroden og stykket.
Klebing
Årsak Gal buelengde.
Løsning Øk avstanden mellom elektroden og stykket.
Årsak Gale sveiseparameter.
Løsning Øk sveisestrømmen.
Årsak Stykkene som skal sveises for stor.
Løsning Øk sveisestrømmen.
Sidekutt
Årsak Gale sveiseparameter.
Løsning Reduser sveisestrømmen.
Bruk en elektrode med mindre diameter.
Årsak Gal buelengde.
Løsning Reduser avstandet mellom elektroden og stykket.
Årsak Gal modus for utførelse av sveising.
Løsning Senk kjørehastigheten under sveising.
Krakelering på grunn av kulde
Årsak Gale sveiseparameter.
Løsning Reduser sveisestrømmen.
Bruk en elektrode med mindre diameter.
Årsak Nærvær av fett, malerfarge, rust eller skitt på styk-
kene som skal sveises.
Løsning Utfør en nøye rengjøring av stykkene før du utfører
sveisingen.
Årsak Nærvær av fett, malerfarge, rust eller skitt på materialene.
Løsning Bruk alltid produkter eller materialer av høy kvalitet.
Forsikre deg om at materialene alltid er i perfekt
brukstilstand.
Årsak Gal modus for utførelse av sveising.
Løsning Utfør korrekte funksjoner for den type av skjøter
som skal sveises.
Ikke nøl med å ta kontakt med nærmeste tekniske assis-
tansesenter hvis du skulle være i tvil eller det skulle oppstå
problemer.
7 TEORETISKE BESKRIVELSER AV SVEISING
7.1 Sveising med bekledt elektrode (MMA)
Forberedelse av kantene
For å oppnå gode sveiseresultater anbefales det å alltid arbeide
på rene deler, fri for oksid, rust eller annet smuss.
Valg av elektrode
Diameteren på elektroden som skal benyttes er avhengig av
materialets tykkelse, av posisjonen, av typen skjøt og klargjøring
av stykket som skal sveises.
Elektroder med stor diameter krever høy strøm med påfølgende
høy termisk tilførsel i sveisingen.
Type bekledning Egenskap Bruksområde
Rutil, titandioksid (Ti O2) Enkel å bruke Alle posisjoner
Syre Høy smeltehastighet Flate
Basisk Mekaniske egenskaper Alle posisjoner
Valg av sveisestrøm
Sveisestrømmens område for typen elektrode som benyttes
angis av produsenten på elektrodenepakkene.
Tenning og opprettholdelse av buen
Den elektriske buen oppnås ved å gni elektrodens spiss på delen
som skal sveises koblet til jordingskabelen, og når buen gnister,
trekkes elektroden tilbake til normal sveiseavstand.
For å forbedre tenningen av buen kan det generelt være nyt-
tig med en økning av strømmen i begynnelsen sett i forhold til
sveisestrømmen (Hot Start).
Når buen er tent begynner den midterste delen av elektroden å smel-
te og renner ned i form av dråper på den delen som skal sveises.
Den ytre bekledningen av elektroden forbrukes, og dette tilfører
dekkgass for sveisingen som således blir av ypperlig kvalitet.
For å unngå at dråpene av smeltet materialet forårsaker at buen
slokner på grunn av at elektroden kortslutter og kleber ved
sveisebadet, er det veldig nyttig å øke sveisestrømmen en kort
stund for å smelte kortslutningen (Arc Force).
I tilfelle elektroden kleber til delen som skal sveises, anbefales det
å redusere kortslutningsstrømmen til et minimum (antiklebing).
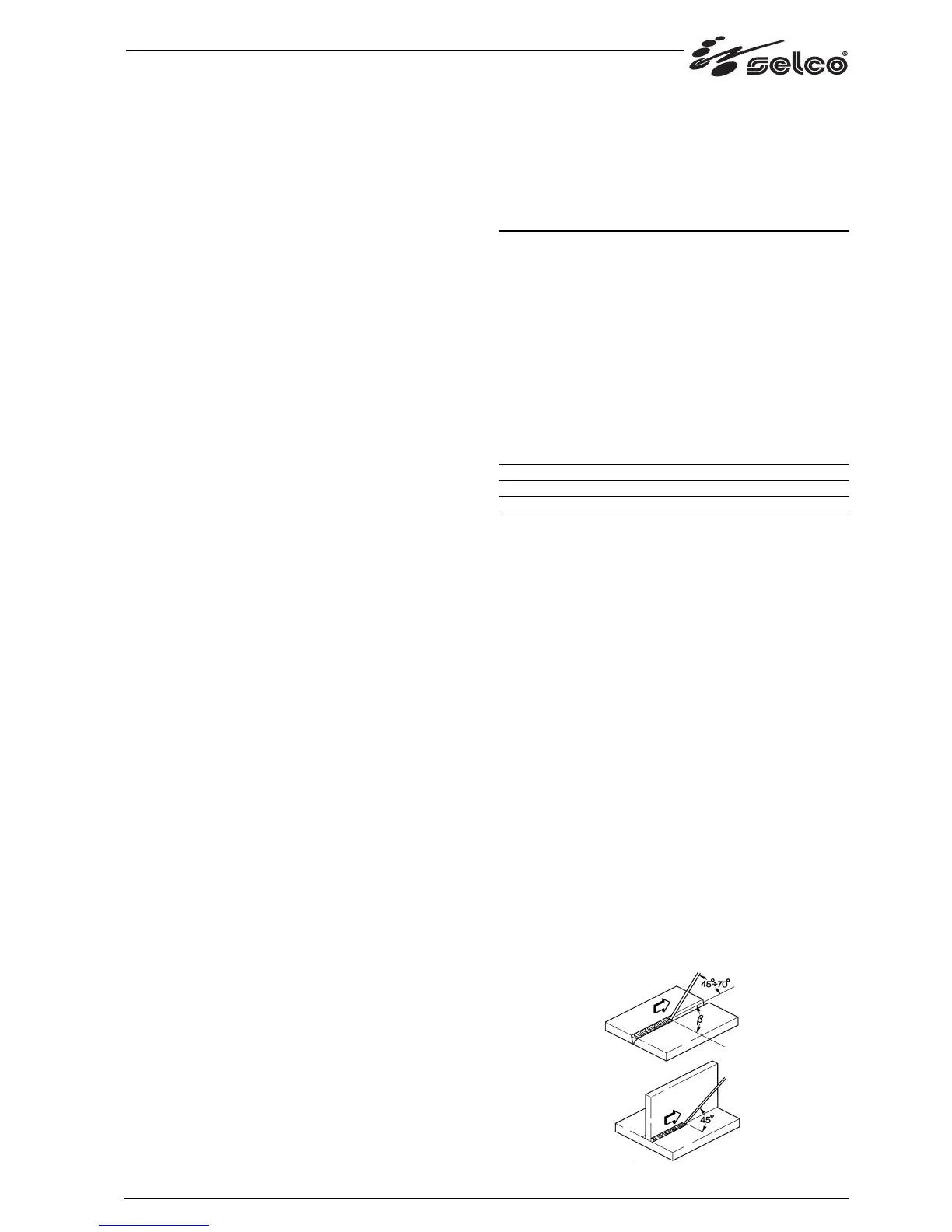
Utføring av sveising
Helningsvinkelen for elektroden varierer alt etter antallet sveise-
strenger. Elektrodens bevegelse utføres normalt med oscillasjo-
ner og med stopp på sidene av strengen slik at man unngår en
opphopning av tilførselsmateriale midt på.