85
Para melhorar a qualidade da parte final do cordão de soldadu-
ra é importante verificar com precisão a descida da corrente de
soldadura e é necessário que o gás flua no banho de fusão por
alguns segundos, após a finalização do arco.
Em muitas condições operativas é útil poder dispor de 2 corren-
tes de soldadura predefinidas e poder passar facilmente de uma
para outra (BILEVEL).
Polaridade de soldadura
D.C.S.P. (Direct Current Straight Polarity - Polaridade Directa
de Corrente Contínua)
Esta é a polaridade mais utilizada e assegura um desgaste limi-
tado do eléctrodo (1), uma vez que 70 % do calor se concentra
no ânodo (ou seja, na peça).
Com altas velocidades de avanço e baixo fornecimento de calor
obtêm-se banhos de solda estreitos e fundos.
Os materiais são, maioritariamente, soldados com esta polarida-
de, à excepção do alumínio (e respectivas ligas) e ao magnésio.
D.C.R.P. (Direct Current Reverse Polarity - Polaridade Inversa
de Corrente Contínua)
A polaridade inversa é utilizada na soldadura de ligas cobertas
com uma camada de óxido refractário, com uma temperatura
de fusão superior à dos metais.
Não se podem utilizar correntes elevadas, uma vez que estas
provocariam um desgaste excessivo do eléctrodo.
7.2.1 Soldadura TIG de aço
O procedimento TIG é muito eficaz na soldadura dos aços, quer
sejam de carbono ou resultem de ligas, para a primeira passa-
gem sobre os tubos e nas soldaduras que devam apresentar bom
aspecto estético. É necessária polaridade directa (D.C.S.P.).
Preparação dos bordos
Torna-se necessário efectuar uma limpeza cuidadosa bem como
uma correcta preparação dos bordos.
Escolha e preparação do eléctrodo
Aconselhamos o uso de eléctrodos de tungsténio toriado (2%
de tório-coloração vermelha) ou, em alternativa, eléctrodos de
cério ou lantânio com os seguintes diâmetros:
Ø eléctrodo (mm) limites de corrente (A)
1.0 15÷75
1.6 60÷150
2.4 130÷240
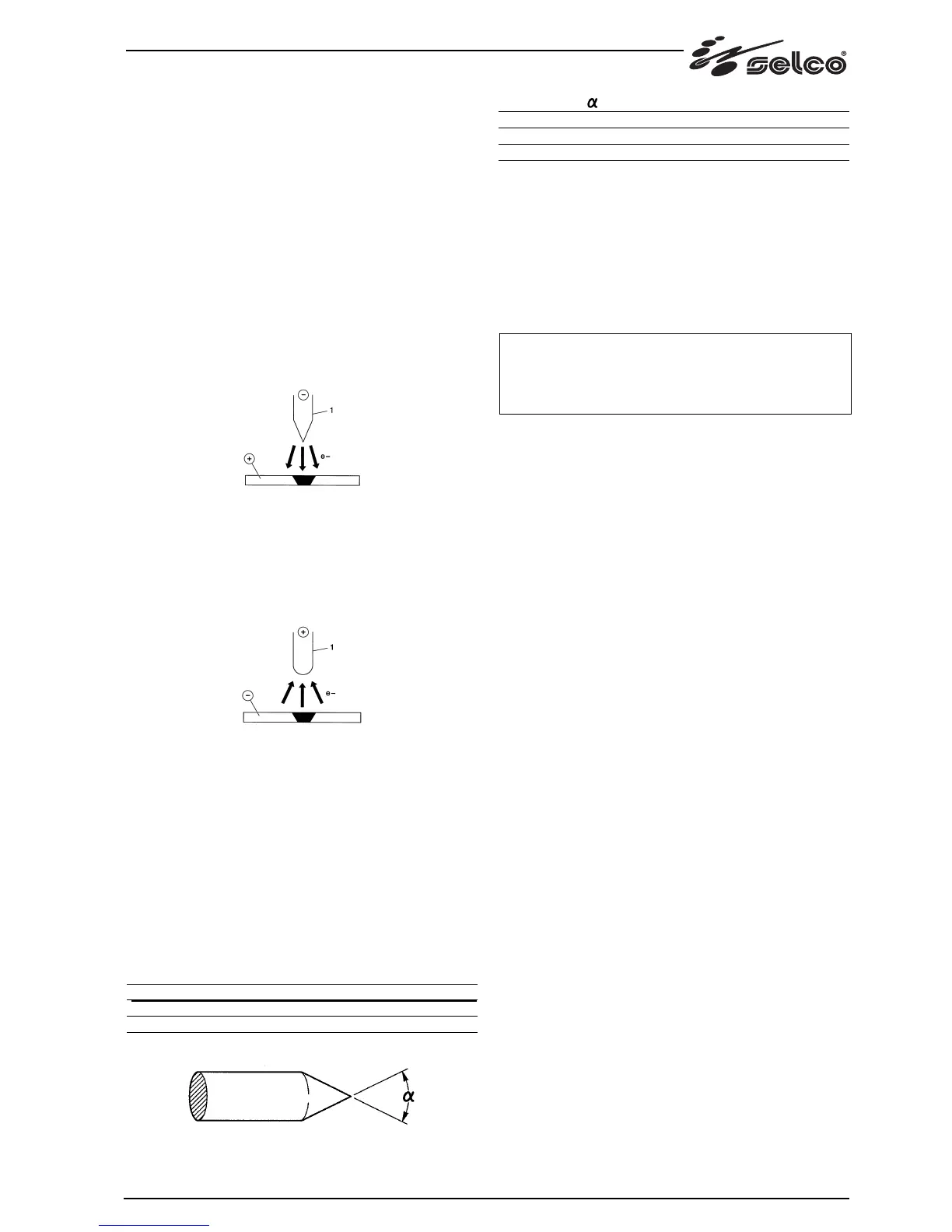
O eléctrodo deverá ser afiado conforme indica a figura.
(°) limites de corrente (A)
30 0÷30
60÷90 30÷120
90÷120 120÷250
Material de adição
As barras de adição deverão ter características mecânicas seme-
lhantes às do material base.
Não utilizar tiras retiradas do material base, uma vez que estas
podem conter impurezas resultantes da manipulação, que
poderão afectar negativamente a qualidade da soldadura.
Gás de protecção
Normalmente, é utilizado árgon puro (99,99 %).
Corrente de
soldadura (A)
6-70
60-140
120-240
Ø do eléctrodo
(mm)
1.0
1.6
2.4
Bocal de gás
n° Ø (mm)
4/5 6/8.0
4/5/6 6.5/8.0/9.5
6/7 9.5/11.0
Fluxo de árgon
(l/min)
5-6
6-7
7-8
7.2.2 Soldadura TIG de cobre
Uma vez que a soldadura TIG é um processo que se caracteriza
por uma elevada concentração de calor, é especialmente indi-
cada para materiais de soldadura com condutividade térmica
elevada, tais como o cobre.
Para a soldadura TIG do cobre siga as mesmas indicações da
soldadura TIG dos aços ou consulte textos específicos.