27
Cause Faulty electronics.
Solution Contact the nearest service centre to have the sys-
tem repaired.
Arc instability
Cause Incorrect welding parameters.
Solution Check the welding system carefully.
Contact the nearest service centre to have the sys-
tem repaired.
Excessive spatter
Cause Incorrect arc length.
Solution Decrease the distance between the electrode and
the piece.
Cause Incorrect welding parameters.
Solution Decrease the welding voltage.
Slag inclusions
Cause Poor cleanliness.
Solution Clean the pieces accurately before welding.
Cause Electrode diameter too big.
Solution Use a smaller diameter electrode.
Cause Incorrect edge preparation.
Solution Increase the chamfering.
Cause Incorrect welding mode.
Solution Decrease the distance between the electrode and
the piece.
Sticking
Cause Incorrect arc length.
Solution Increase the distance between the electrode and
the piece.
Cause Incorrect welding parameters.
Solution Increase the welding current.
Cause Pieces to be welded too big.
Solution Increase the welding current.
Undercuts
Cause Incorrect welding parameters.
Solution Decrease the welding voltage.
Use a smaller diameter electrode.
Cause Incorrect arc length.
Solution Increase the distance between the electrode and
the piece.
Cause Incorrect welding mode.
Solution Decrease the travel speed while welding.
Hot cracks
Cause Incorrect welding parameters.
Solution Decrease the welding voltage.
Use a smaller diameter electrode.
Cause Grease, varnish, rust or dirt on the workpieces to
be welded.
Solution Clean the workpieces carefully before welding.
Cause Grease, varnish, rust or dirt on the filler metal.
Solution Always use quality materials and products.
Keep the filler metal always in perfect condition.
Cause Incorrect welding mode.
Solution Carry out the correct sequence of operations for
the type of joint to be welded.
For any doubts and/or problems do not hesitate to contact
your nearest customer service centre.
7 WELDING THEORY
7.1 Manual Metal Arc welding (MMA)
Preparing the edges
To obtain good welding joints it is advisable to work on clean
parts, free from oxidations, rust or other contaminating agents.
Choosing the electrode
The diameter of the electrode to be used depends on the thick-
ness of the material, the position, the type of joint and the type
of preparation of the piece to be welded.
Electrodes of large diameter obviously require very high currents
with consequent high heat supply during the welding.
Type of coating Property Use
Rutile Easy to use All positions
Acid High melting speed Flat
Basic High quality of joint All positions
Choosing the welding current
The range of welding current related to the type of electrode
used is specified by the manufacturer usually on the electrode
packaging.
Striking and maintaining the arc
The electric arc is produced by scratching the electrode tip on
the workpiece connected to the earth cable and, once the arc
has been struck, by rapidly withdrawing the electrode to the
normal welding distance.
Generally, to improve the arc striking behaviour a higher initial
current is given in order to heat suddenly the tip of the electrode
and so aid the arc establishing(Hot Start).
Once the arc has been struck, the central part of the electrode
starts melting forming tiny globules which are transferred into
the molten weld pool on the workpiece surface through the
arc stream.
The external coating of the electrode is being consumed and
this supplies the shielding gas for the weld pool, ensuring the
good quality of the weld.
To prevent the molten material globules cause the extinguish-
ing of the arc by short-circuiting and sticking the electrode to
the weld pool, due to their proximity, a temporary increase of
the welding current is given in order to melt the forming short-
circuit (Arc Force).
If the electrode sticks to the workpiece, the short circuit current
should be reduced to the minimum (antisticking).
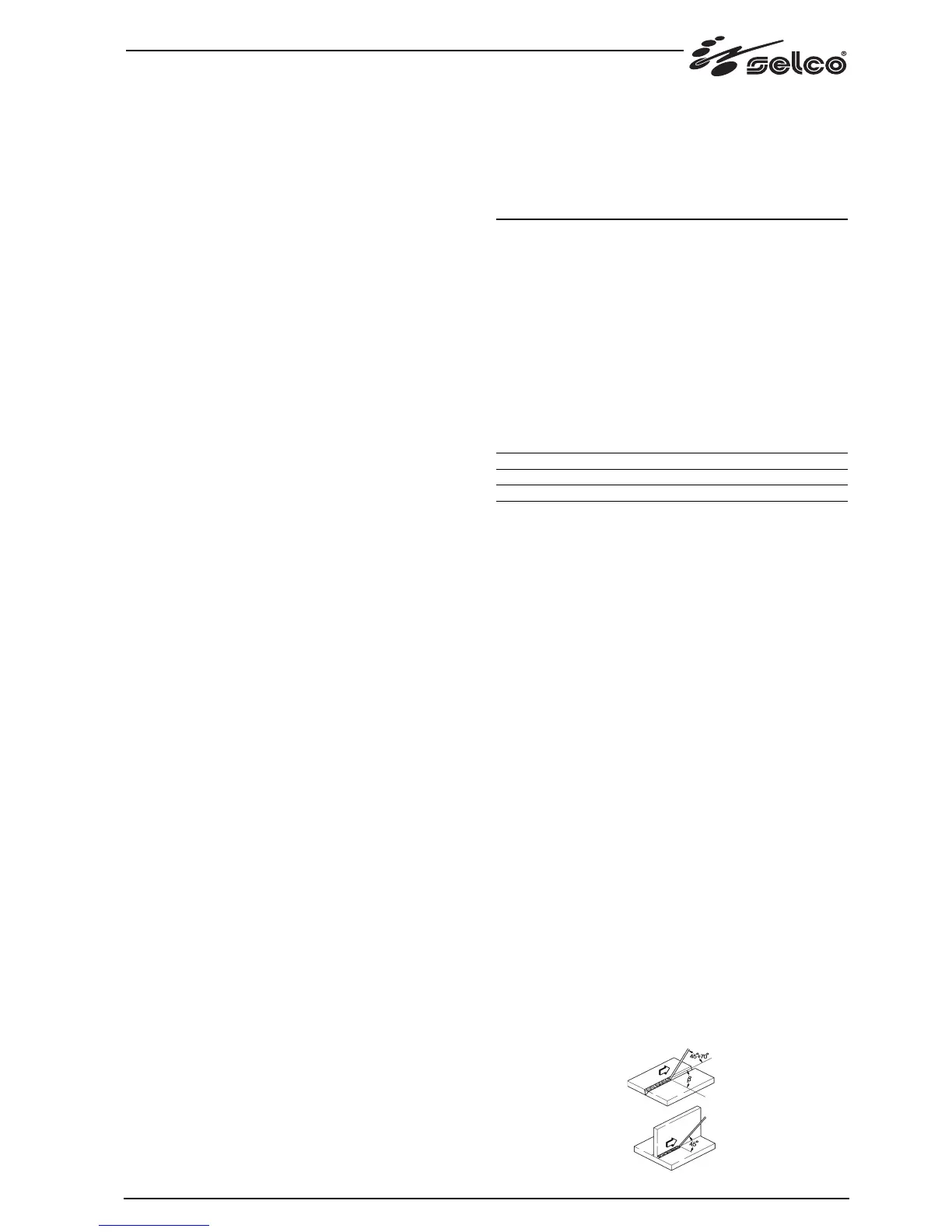
Carrying out the welding
The welding position varies depending on the number of runs;
the electrode movement is normally carried out with oscillations
and stops at the sides of the bead, in such a way as to avoid an
excessive accumulation of filler metal at the centre.