© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
Key functions for 5-axis machining
3.2
41
3.2 Explanation of the terms swivel, frames and
TRAORI
The swivel (CYCLE800), frames and TRAORI features can be used to control rotary axes and
angle the tool in relation to the machining surface. The main difference between these processes
lies in whether the tool is oriented statically or dynamically. With the swivel and frames functions,
the rotary axes are moved without the tool being active. The tool is oriented from a start position
through to an end position and will then only work with the three linear axes. It is aligned in rela-
tion to the surface by means of a static process.
By contrast, TRAORI is a dynamic process. The rotary and linear axes can be moved simulta-
neously during machining. The tool can be continuously aligned with the surface while milling is
in progress. All axes (rotary and linear axes) are interpolated at the same time. TRAORI is an
option that is available for the 5-axis package.
Frames only affect the coordinate system and only the coordinate system is modified.
CYCLE800 takes the machine kinematics into account during swiveling, i.e. attention is paid to
tool offsets and zero points. In the case of frames (e.g. ROT), these must be taken into account
by the user.
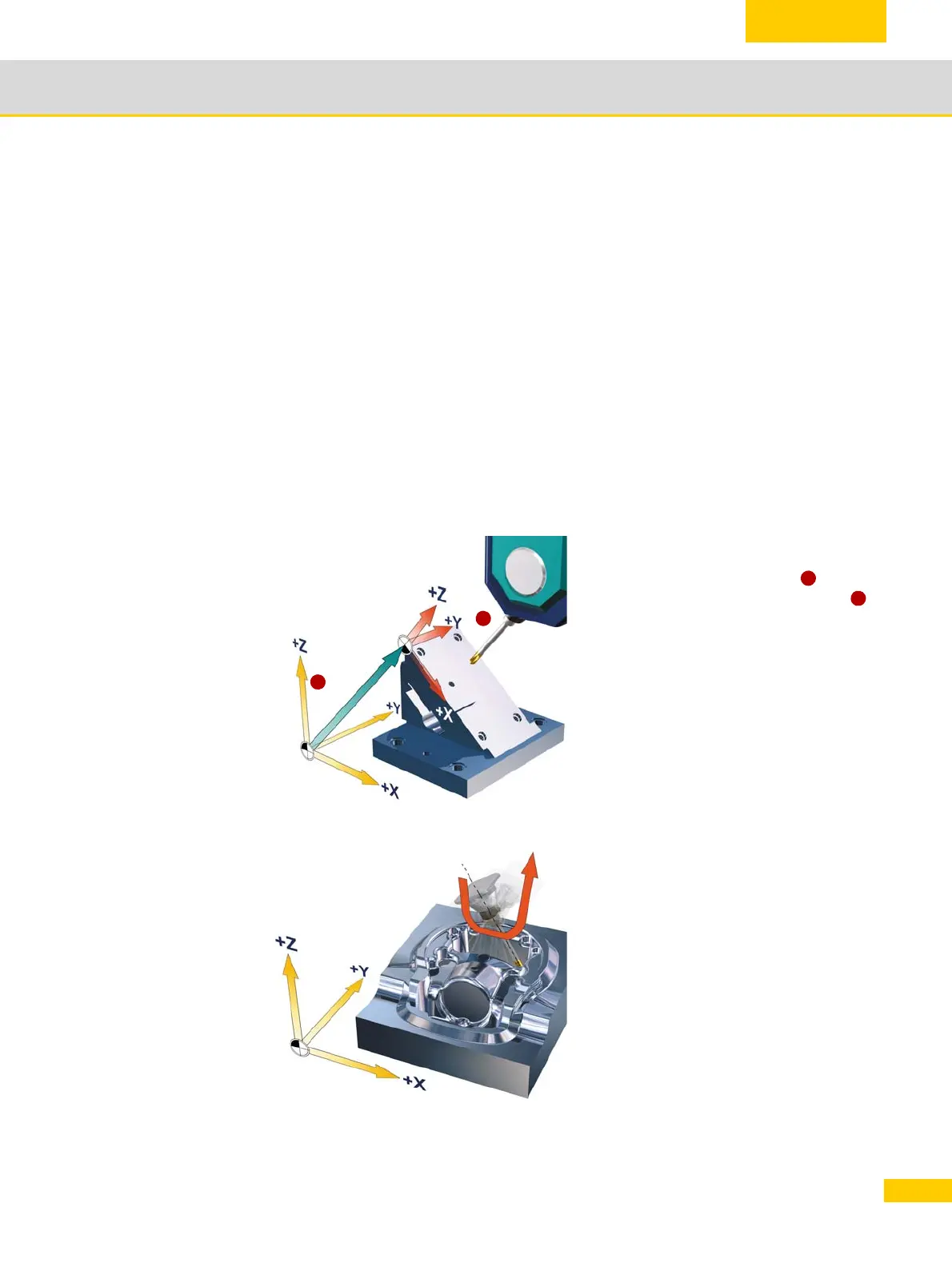
Swivel
TRAORI
The tool is aligned with the machining surface
by moving the rotary axes. This example
involves rotation of rotary axis B and the
tool is angled in relation to the XY plane .
Machining then takes place in this plane.
1
2
1
2
The tool is aligned with the machining surface
dynamically during the milling process by
means of linear and rotary axis interpolation.
The tool length is taken into account and the
kinematic compensating movements are initi-
ated by the TRAORI function when the rotary
axes are rotated.

 Loading...
Loading...


























