Key functions for 5-axis machining
3.3
© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
42
3.3 Transforming coordinate systems - Frames
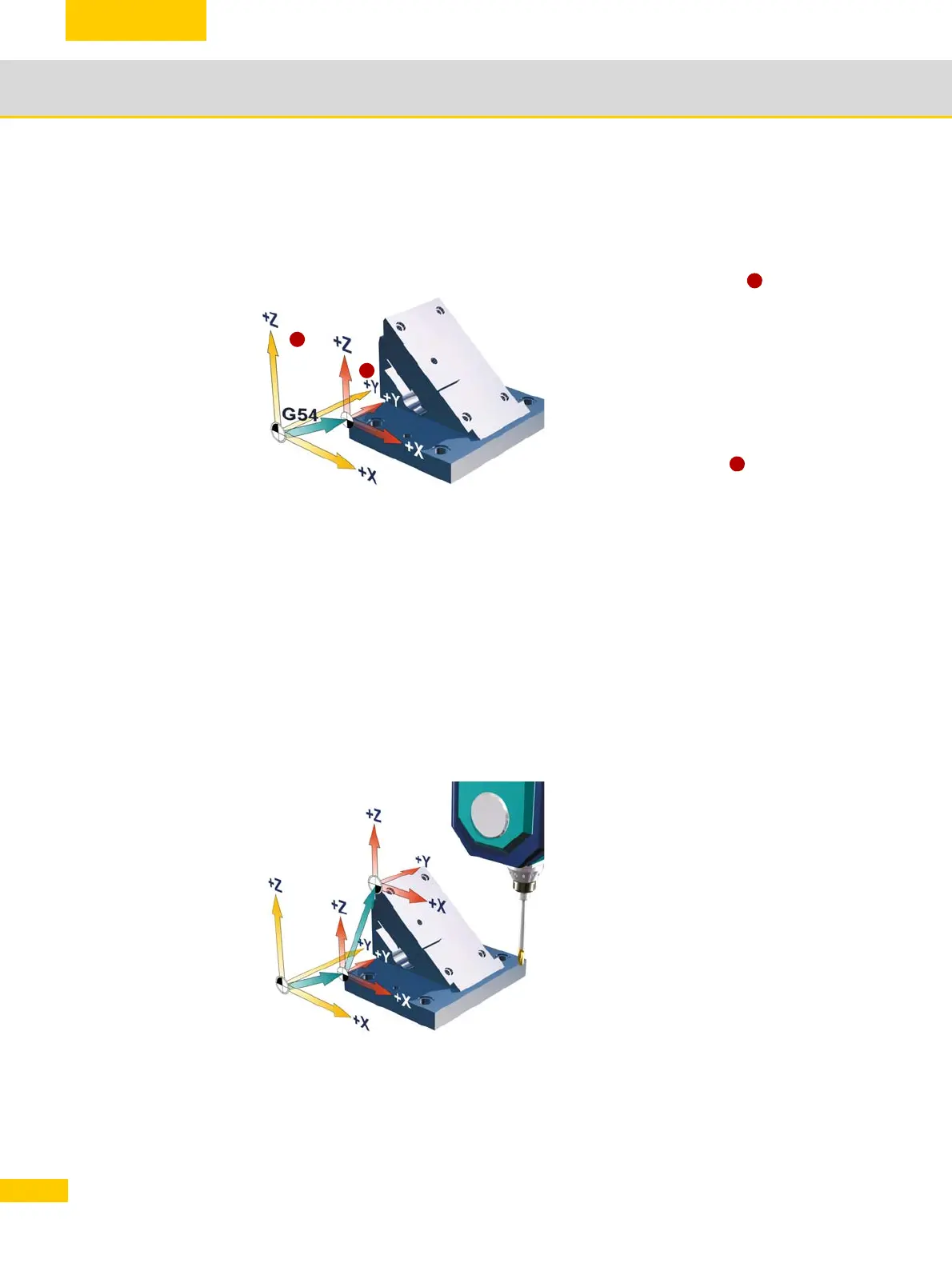
Coordinate systems
Coordinate systems and traversing motion
Machine coordinate system with reference
point and work offset (G54, G55, etc.) are
familiar terms.
Using frames, the coordinate systems can be
shifted, rotated, mirrored and scaled so that
they are aligned with the workpiece surface.
This allows the programming time and costs to
be reduced to a minimum.
With frames, starting from the current work-
piece coordinate system , the position of a
target coordinate system is defined by specify-
ing coordinates and angles.
Possible frames include
Basic frame (basic offset, G500)
Settable frames (G54, G55, etc.)
Programmable frames (TRANS, ROT,
etc.)
With a 5-axis machine, it is possible to
machine surfaces that can be shifted and
rotated in space as required.
The workpiece coordinate system merely has
to be shifted using frames and then rotated
into an inclined plane.
This is precisely why we need FRAMES. All
subsequent traversing commands now relate
to the new workpiece coordinate system
shifted using frames.
1
2
1
2

 Loading...
Loading...


























