© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
Key functions for 5-axis machining
3.5
49
3.5.3 TRAORI programming
There a numerous advantages to TRAORI programming. The program is independent of the tool
length and machine kinematics, the feedrate relates to the tool tip and movements for compen-
sating the movements of the rotary axes are performed automatically.
To achieve optimum cutting conditions when machining curved three-dimensional surfaces, the
tool's setting angle must be variable. This calls for at least one or two rotary axes in addition to
the three linear axes X, Y, and Z. The NC blocks are expanded by means of the orientation infor-
mation, e.g. A3, B3, C3 or A, B, and C.
TRAORI active
Programming
TRAORI(n) ; Transformation activated
TRAFOOF ; Transformation deactivated
Explanation of the commands
TRAORI may reset the active work offset (WO), depending on the specific configuration.
Therefore, as a precaution you should program the work offset after the TRAORI com-
mand.
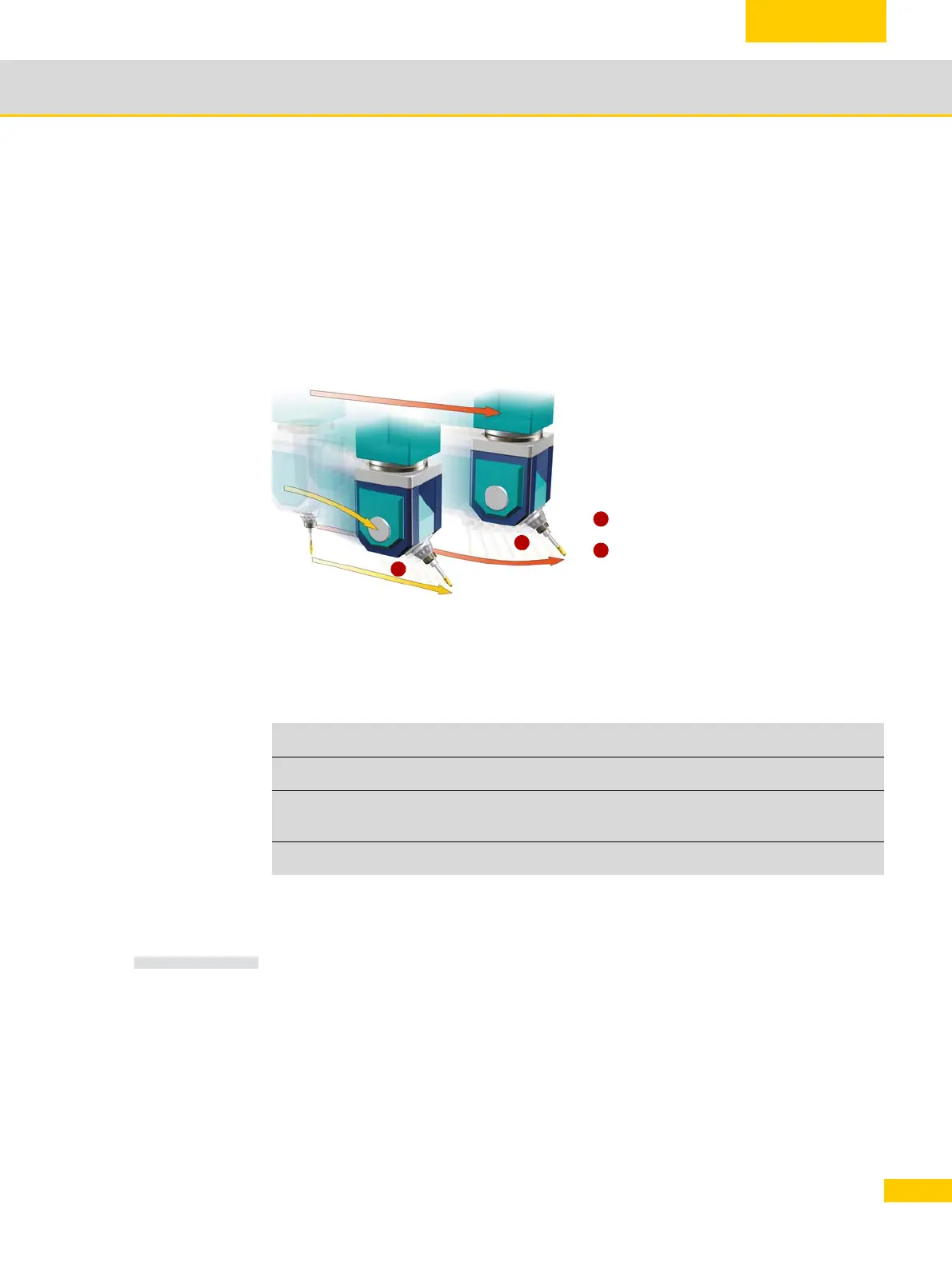
When the transformation is enabled, the posi-
tional data (X, Y, Z) always relates to the tip of
the tool, TCP. Changing the position of the
rotary axes involved in the transformation
causes so many compensating movements of
the remaining machine axes that the position
of the tool tip remains unchanged.
Without 5-axis transformation
With 5-axis transformation
TRAORI Activates the first configured orientation transformation
TRAORI(n) Activates the orientation transformation configured with n
n The number of the transformation (n = 1 or 2), TRAORI(1) corre-
sponds to TRAORI
TRAFOOF Deactivate transformation
1
2
1
2
NOTE

 Loading...
Loading...


























